本主题将说明如何将层分割到零件厚度中,以及在分析中如何使用层。
“厚度上的层数”定义了零件厚度上的层数,可以在“工艺设置向导”的“求解器”高级选项中进行指定。值可以指定为 8、10、12、14、16、18 和 20。
下图显示了零件选定位置处温度 (X) 与型腔厚度 (Y)的关系。曲线上显示的结果数明显随着厚度上层数的增加而增加。
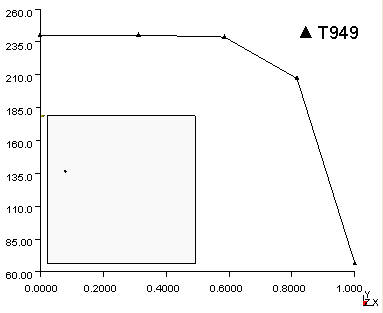
温度:零件厚度上有 8 个层的零件的 XY 图。
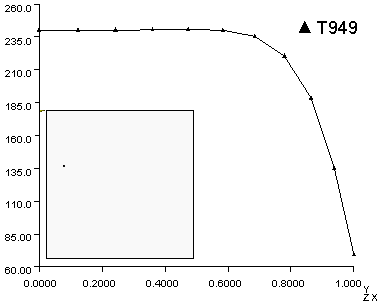
温度:零件厚度上有 20 个层的零件的 XY 图。
注: 为了进行纤维填充和应力分析,厚度上的层数被设置为 20,且不可更改。
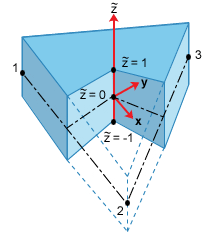
对于三角形单元,0.0 位于厚度平面中心处,1.0 位于正模具壁上,-1.0 位于负模具壁上。正侧位于单元法线正方向上,而单元法线由电源连通性和右手法则加以确定。
请注意,沿局部 X 坐标的方向指向节点 1 节点 2。“Y 坐标位于平面由节点 1、2 和 3,并指向节点 3 垂直于 X 坐标。z 坐标(或单元法线)由局部 x 坐标和 y 坐标的矢量积来确定。
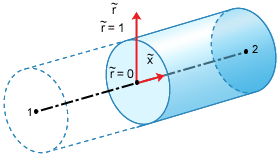
对于轴对称一维单元,分析中只会使用一半的指定层。在本例中,0.0 位于一维单元的中心线上,1.0 位于模壁上,如下图所示。请注意,一维单元的 x 坐标位于由节点 1 和节点 2 定义的直线上,且 x 坐标的方向是从节点 1 指向节点 2。
分析中使用的实际层数可能为指定值,也可能为厚度上指定层数的一半,具体取决于厚度上的热边界条件。分析中将使用内部定义的不均匀层厚度。
温度、速度、剪切速率和粘度等变量存储在每一层的栅格点处。由于分析中所用层数增加了,因此需要获得更精确的数值解。但是,随着层数的增加,完成分析所需的 CPU 工作时间也将显著增加。随着层数的增加,存储结果所需磁盘空间也会增加。
下表列出了栅格点的归一化坐标,零点位于厚度中心线上,1 位于壁上。
| 8 | 10 | 12 | 14 | 16 | 18 | 20 |
|---|---|---|---|---|---|---|
| 1.000 | ||||||
| 1.000 | 0.938 | |||||
| 1.000 | 0.926 | 0.864 | ||||
| 1.000 | 0.914 | 0.840 | 0.779 | |||
| 1.000 | 0.900 | 0.816 | 0.743 | 0.685 | ||
| 1.000 | 0.880 | 0.784 | 0.706 | 0.636 | 0.583 | |
| 1.000 | 0.856 | 0.738 | 0.653 | 0.585 | 0.520 | 0.474 |
| 0.816 | 0.681 | 0.577 | 0.508 | 0.453 | 0.397 | 0.360 |
| 0.586 | 0.477 | 0.399 | 0.350 | 0.310 | 0.268 | 0.243 |
| 0.313 | 0.248 | 0.206 | 0.180 | 0.158 | 0.135 | 0.123 |
| 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 |
| 0.313 | 0.248 | 0.206 | 0.180 | 0.158 | 0.135 | 0.123 |
| 0.586 | 0.477 | 0.399 | 0.350 | 0.310 | 0.268 | 0.243 |
| 0.816 | 0.681 | 0.577 | 0.508 | 0.453 | 0.397 | 0.360 |
| 1.000 | 0.856 | 0.738 | 0.653 | 0.585 | 0.520 | 0.474 |
| 1.000 | 0.880 | 0.784 | 0.706 | 0.636 | 0.583 | |
| 1.000 | 0.900 | 0.816 | 0.743 | 0.685 | ||
| 1.000 | 0.914 | 0.840 | 0.779 | |||
| 1.000 | 0.926 | 0.864 | ||||
| 1.000 | 0.938 | |||||
| 1.000 |