充填時間結果可隨著母模仁充填以規則的間隔展示流動波前的位置。
註: 塑膠流結果是充填時間結果的另一種表現法。以下資訊可套用至這兩種結果。
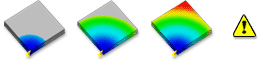
在下圖中,輪廓顏色表示進入零件的塑膠流。所有顏色相同的區域在相同的時間充填。在該影像中,在注射的起始處,結果為深藍色,在充填的最後位置則為紅色。如果零件為短射,則沒有充填的剖面沒有顏色。
使用此結果
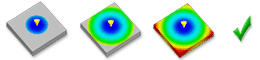
如果零件的充填時間結果很好,則流動陣列是平衡的,其含義是:
- 所有流動路徑可在相同時間完成。
- 所有流動波前應同時到達模型的各個邊。在該影像中,每個流動路徑都在紅色輪廓線處終止。
- 輪廓線均勻隔開。
- 輪廓線間距表示聚合物流動的速度。輪廓線間距寬表示快速流動。輪廓線間距窄表示零件充填慢。
要解決的問題
- 短射
-
在充填時間結果上,短射顯示為半透明狀態。請檢查半透明區域的流動路徑的末端。
- 遲滯
-
如果充填時間結果展示某剖面的輪廓線間距很窄,則可能發生了遲滯。如果在完成零件充填之前某剖面發生凝結,則遲滯可能會導致短射。
- 過度保壓
-
如果充填時間結果展示一個流動路徑的完成早於其他路徑,則表示可能出現過度保壓。過度保壓可能會造成高零件重量、翹曲和零件內不均勻的密度分佈。
- 熔接線
-
在充填時間結果上覆疊接合線結果,以確認存在接合線。熔接線可能造成結構上的和可見瑕疵。
- 包封
-
在充填時間結果上覆疊包封結果,以確認存在包封。包封可能造成結構上的和可見的瑕疵。
- 競流效應
-
競流效應可能會造成包封和熔接線。請檢查包封和熔接線的位置和數量。