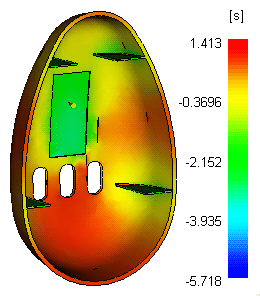
「冷卻時間差異」結果顯示,聚合物在零件任何區域凝固所花時間與在整個零件的平均凝固時間之間的差異。
平均凝固時間是根據曲面面積及既有冷卻通道計算的。出圖為正值的區域 (顯示為紅色) 的凝固時間比平均凝固時間長。出圖為負值的區域 (顯示為藍色) 的凝固時間比平均凝固時間短。此結果中的零值表示平均凝固時間。
使用此結果
紅色區域表示溫度比平均零件溫度高,這說明該區域將需要進行更多冷卻。
總之,「溫度差異」與「冷卻時間差異」結果表示,可能需要重新設計的零件的某些部分 (例如變更壁厚度)、在模具中加入冷卻裝置 (例如噴泉管),或將冷卻定位於遠離快速冷卻區域的位置。
週期時間預測以凝固零件厚度的 90% 為基礎,它是零件頂出的標準臨界值。「冷卻時間差異」結果以模型各部分完全凝固所需時間為基礎。藉由使用此結果,您可以決定是否延長估計的週期時間,以便零件的重要區域在頂出之前能夠適當凝固。
檢查事項
可用來改進零件凝固時間一致性的零件設計方法有很多。修改通常會產生副作用,因此進行變更之後,應該看一看是否導致產生其他問題。
| 冷卻時間差異過低 | 可能的問題 |
|---|---|
| 增加區域的厚度以增加凝固時間。 | 可能會導致零件出現功能性問題。 |
| 提高熔膠溫度。 |
|
| 冷卻時間差異過高 | 可能的問題 |
|---|---|
| 降低區域的厚度以減少凝固時間。 | 可能會導致設計出現功能性問題或降低結構強度。 |