Eine Fließmarkierung oder Halo ist ein Oberflächenfehler, der in der Nähe des Anschnitts in Form von kreisförmigen Kräuselungen oder Wellen auftritt.
Riffelungen, ein ähnlicher Fehler, zeigen sich als kleine, einem Fingerabdruck vergleichbare Wellen in der Nähe der Kante oder am Ende des Schmelzeflusses.

Ursachen
-
Material erstarrt in der Nähe des Anschnitts Bedingt durch niedrige Schmelze- bzw. Werkzeugtemperaturen sowie eine niedrige Schneckengeschwindigkeit kann es passieren, dass kaltes Material in die Kavität gelangt. Dies kann dazu führen, dass das teilweise erstarrte Material die Form des Fließmusters annimmt.
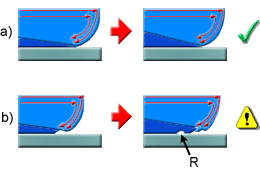
Riffelungen durch niedrige Temperatur
.a normaler Fountain-Fluss ohne Riffelungen b Fluss, der Riffelungen (R) verursacht
-
Ungenügende Materialkompensation Durch ein frühes Erstarren am Anschnitt oder einen niedrigen Nachdruck wird die Kavität ggf. nicht ordnungsgemäß gefüllt. Das Material in der Nähe des Anschnitts erstarrt und behält dabei die Form des Fließmusters bei.
Abhilfe
-
Optimieren Sie den Kaltfüllraum. Integrieren Sie den Kaltfüllraum in das Angusssystem, damit das kalte Material während des Füllvorgangs aufgefangen wird. Die Länge des Kaltfüllraums sollte in der Regel dem Angusskanaldurchmesser entsprechen.
-
Optimieren Sie das Angusssystem. Ein restriktiv ausgelegtes Angusssystem begünstigt ggf. ein vorzeitiges Erstarren am Anschnitt. Es kann jedoch durch eine höhere Scherwärme für einen besseren Schmelzefluss sorgen.
-
Erhöhen Sie die Werkzeugwand- und die Schmelzetemperatur.
-
Optimieren Sie den Nachdruck.
Beim Spritzgießprozess kann durch die Lösung eines Problems oftmals ein anderes entstehen. Jede Option muss daher im Hinblick auf alle relevanten Aspekte der technischen Werkzeugdaten betrachtet werden.