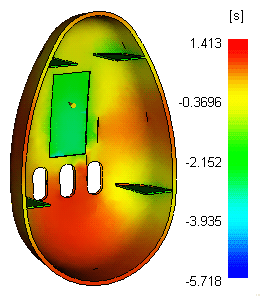
Im Ergebnis Abkühlzeitabweichung wird die Differenz zwischen der Zeit, die zur Erstarrung des Polymers an jeder Stelle des Formteils nötig ist, und der durchschnittlichen Erstarrungzeit für das gesamte Formteil angezeigt.
Die durchschnittliche Erstarrungszeit wird auf Grundlage des Oberflächenbereichs und der bestehenden Kühlkreisläufe berechnet. Bei den mit positiven Werten dargestellten Bereichen in rot liegt die Erstarrungszeit über dem Durchschnitt. Bei den mit negativen Werten dargestellten Bereichen in blau liegt die Erstarrungszeit unter dem Durchschnitt. Nullwerte in diesem Ergebnis zeigen die durchschnittliche Erstarrungszeit an.
Verwenden des Ergebnisses
In roten Bereichen liegen die Temperaturen über der Formteil-Durchschnittstemperatur - ein Hinweis darauf, dass dieser Bereich des Formteils mehr gekühlt werden muss.
Die Ergebnisse Temperaturabweichung und Abkühlzeitabweichung weisen auf die Stellen des Formteils hin, die evtl. anders, z. B. mit anderer Wanddicke, konstruiert werden müssen oder zusätzliche Kühlung, wie beispielsweise Kühlfinger, im Werkzeug benötigen. Bei schnell abkühlenden Bereichen ist es oftmals auch hilfreich, die Kühlung weiter entfernt zu positionieren.
Die geschätzte Zykluszeit basiert auf dem Zeitpunkt, an dem 90 % des Formteils erstarrt sind. Dies ist der normale Schwellenwert für das Entformen von Formteilen. Das Ergebnis Abkühlzeitabweichung wird auf Grundlage der Zeit berechnet, die alle Teile des Modells zum vollständigen Erstarren benötigen. Anhand dieses Ergebnisses können Sie entscheiden, ob die geschätzte Zykluszeit heraufgesetzt werden soll, damit kritische Bereiche des Formteils vor dem Entformen ordnungsgemäß erstarren können.
Worauf Sie achten müssen
Es gibt eine Reihe von konstruktiven Möglichkeiten, die Erstarrungszeit für ein Formteil einheitlicher zu gestalten. Änderungen führen für gewöhnlich zu Nebenerscheinungen. Prüfen Sie daher nach dem Durchführen von Änderungen, ob diese andere Probleme verursachen.
| Abkühlzeitabweichung signifikant niedrig | Mögliche Probleme |
|---|---|
| Erhöhen Sie in diesem Bereich die Wanddicke, um die Erstarrungszeit zu verlängern. | Kann die Funktion des Formteils stören. |
| Erhöhen Sie die Schmelzetemperatur. |
|
| Abkühlzeitabweichung signifikant hoch | Mögliche Probleme |
|---|---|
| Verringern Sie die Dicke im Bereich, um die Zeit bis zum Erstarren zu reduzieren. | Evtl. funktionale Designprobleme oder Reduzierung der konstruktiven Festigkeit. |