Ein Freistrahl entsteht, wenn die Kunststoffschmelze mit hoher Geschwindigkeit durch enge Bereiche (Einspritzdüse, Angusskanäle, Anschnitte usw.) in offene, dickere Bereiche gedrückt wird, ohne in Kontakt mit der Werkzeugwand zu kommen.
Durch den welligen, schlangenähnlichen Freistrahl bilden sich zwischen den einzelnen Schmelzefalten Kontaktpunkte, durch die kleine "Schweißstellen" entstehen.

Freistrahl
Ein Freistrahl beeinträchtigt die Formteilfestigkeit und verursacht Oberflächenfehler sowie eine Vielzahl anderer Fehler im Formteil.
Ursachen
-
Zu hohe Schneckengeschwindigkeit
-
Schlecht gewählte Anschnittposition Wenn die Schmelze nicht in Kontakt mit dem Werkzeug kommt, kann ein Freistrahl entstehen.
-
Ungeeignete Auslegung des Heißkanalsystems
Abhilfe
-
Optimieren Sie Anschnitt-Design und -position. Leiten Sie die Schmelze gegen eine Metallfläche, indem Sie die Anschnittposition verändern oder einen überlappenden Anschnitt bzw. einen Tunnelanguss verwenden.
Verwenden Sie eine Anspritzung auf Hilfssteg oder einen Fächeranschnitt, um die Fließgeschwindigkeit der Schmelze mithilfe eines graduell divergierenden Fließbereichs zu senken. Dadurch werden Scherspannung und Schergeschwindigkeit der Schmelze reduziert.
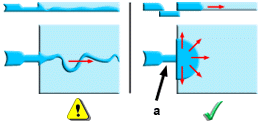
Überlappender Anschnitt zur Minimierung des Freistrahls
.a überlappender Anschnitt
-
Optimieren Sie das Einspritzgeschwindigkeitsprofil. Verwenden Sie ein optimiertes Einspritzgeschwindigkeitsprofil, das so ausgelegt ist, dass die Schmelze zuerst langsam den Anschnitt passiert und sich die Einspritzgeschwindigkeit nach dem Ausbreiten der Schmelze erhöht.
Beim Spritzgießprozess kann durch die Lösung eines Problems oftmals ein anderes entstehen. Jede Option muss daher im Hinblick auf alle relevanten Aspekte der technischen Werkzeugdaten betrachtet werden.