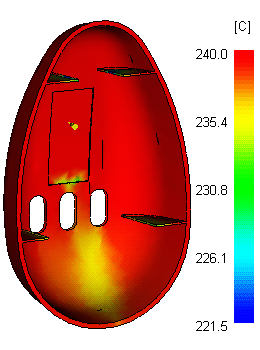
Das Ergebnis Temperatur an der Fließfront aus einer Füllanalyse zeigt die Polymertemperatur, wenn die Fließfront einen festgelegten Punkt in der Mitte des Kunststoffquerschnitts erreicht.
Wie im folgenden Diagramm dargestellt, verwendet das Ergebnis Temperatur an der Fließfront eine Reihe an Farben, um die Bereiche mit der niedrigsten Temperatur (blau) bis zur höchsten Temperatur (rot) darzustellen. Die Farben repräsentieren die Materialtemperatur eines Punktes zum Zeitpunkt der Füllung. Das Ergebnis stellt die Temperaturänderungen der Fließfront während des Füllvorgangs dar.
Die Fließfronttemperatur sollte während der Füllphase nicht um mehr als 2 bis 5°C abfallen. Größere Veränderungen deuten oftmals darauf hin, dass die Einspritzzeit zu kurz ist oder es andere Schmelzeverzögerungsbereiche gibt. Ist die Fließfronttemperatur in einem dünnwandigen Bereich des Formteils zu niedrig, kann dies zur Schmelzeverzögerung oder unzureichenden Füllung führen. In Bereichen, in denen die Fließfronttemperatur um mehrere Grad steigt, können sich Qualitätseinbußen beim Material oder Oberflächenfehler ergeben.
Verwenden des Ergebnisses
Minimieren Sie die Fließfronttemperaturschwankungen in der Füllphase auf weniger als 2 bis 5°C. Geringere Schwankungen führen zu weniger gravierenden Problemen.
Wenn das Ergebnis Füllsicherheit unbefriedigend ist, benutzen Sie das Ergebnis Temperatur an der Fließfront, um festzustellen, ob die Probleme von niedrigen Schmelzetemperaturen verursacht werden.
Versuchen Sie, die folgenden Einstellungen zu ändern, um das Ergebnis zu verbessern. Nutzen Sie die Informationen aus der nachfolgenden Tabelle, um zu überprüfen, ob eine Veränderung andere Probleme verursacht hat.
| Problem | Ändern | Mögliche Probleme |
|---|---|---|
| Temperatur zu niedrig | Verkürzen Sie die Einspritzzeit. | Wenn restriktiv gehandhabt, übermäßige Scherung im Anschnitt möglich. Zu große Scherung verursacht thermischen Abbau und Oberflächenfehler. |
| Erhöhen Sie die Schmelzetemperatur. |
|
|
| Erhöhen Sie die Werkzeugtemperatur. | Dadurch kann sich evtl. die Zykluszeit verlängern. | |
| Erhöhen Sie im entsprechenden Bereich die Dicke, um ein Fließen zu ermöglichen. | Evtl. funktionales Designproblem und höhere Kosten. | |
| Verlegen Sie den Anspritzpunkt aus Schmelzeverzögerungsbereichen an eine andere Stelle. | Evtl. Schmelzeverzögerung oder sonstige Probleme an anderer Stelle im Formteil. | |
| Temperatur zu hoch | Verlängern Sie die Einspritzzeit. | Kann Schmelzeverzögerungen verursachen. |
Worauf Sie achten müssen
Wenn Sie das Ergebnis Temperatur an der Fließfront betrachten, achten Sie auf Folgendes.
- Heißstellen: Diese treten normalerweise um den Anschnitt herum und in Bereichen auf, in denen die Scherwärme extrem hoch ist.
- Kalte Stellen: Zeigen die Schmelzeverzögerungen an.
- Überprüfen Sie, ob das Material übermäßig heiß oder kalt ist.