Zu Schmelzeverzögerung kommt es in Bereichen mit unterschiedlichen Dicken, da die Schmelze bevorzugt in dickere Abschnitte fließt und der Fluss in benachbarten, dünnen Bereichen stillsteht. Die stillstehende Schmelze verliert an Temperatur, während sich der dickere Bereich weiter füllt.
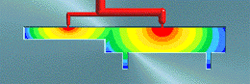
Die Schmelzeverzögerung lässt sich für gewöhnlich mithilfe mehrerer Anspritzpunkte und eines balancierten Angusssystems vermeiden. Im folgenden Diagramm wird ein Formteil gezeigt, das aufgrund der zwei dünnen Rippen mehrere Anschnitte erfordert. Wäre der Anschnitt wie abgebildet platziert, käme es in der dünnen Rippe nahe des Anschnitts zu Schmelzeverzögerung. Der Kunststoff in der Rippe würde bereits erstarren, während der dickwandige Bereich noch gefüllt wird. Die Schmelzeverzögerung, die durch den roten Pfeil markiert ist, wird durch einen abgebremsten Schmelzefluss verursacht.
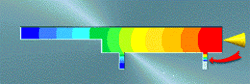
Die Anschnitte im nachstehenden Diagramm wären nur geringfügig besser, da das Polymer noch immer eher in den dickeren als in den dünneren Bereich fließt, wodurch es im dünnen Abschnitt zu der mit dem roten Pfeil markierten Schmelzeverzögerung kommt.
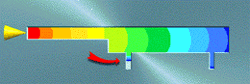
Die Lösung dieses Problems liegt in der Verwendung von zwei Anschnitten zusammen mit einem künstlich balancierten Angusssystem, wie nachstehend gezeigt. Die Anschnitte sind so platziert, dass die dünnen Rippen am Ende der Fließwege liegen. Dadurch wird eine Schmelzeverzögerung verhindert.