Bei isolierten Heißkanälen sind überdimensionierte Bohrungen in der Werkzeugplatte vorgesehen.
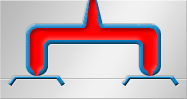
Wie im folgenden Diagramm abgebildet, ist es durch die überdimensionierten Bohrungen möglich, dass der Isoliereffekt des Kunststoffs, der an der Angusskanalwand erstarrt, in Kombination mit der bei jedem Füllvorgang beaufschlagten Wärme einen offenen Schmelzefließweg auch unter Betriebsbedingungen aufrecht erhält.
Die Vorteile eines isolierten Heißkanalsystems liegen unter anderem in der einfachen Konstruktion und niedrigen Werkzeugkosten. Die Nachteile eines solchen Heißkanalsystems sind unter anderem:
- Unerwünschtes Erstarren am Anschnitt
- Geringe Zykluszeit zum Erhalten des geschmolzenen Zustands erforderlich
- Langwieriges Anfahren erforderlich, um die Schmelzetemperatur zu stabilisieren
- Probleme beim gleichmäßigen Füllen des Werkzeugs