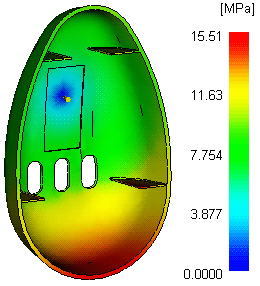
Für das Ergebnis Druckverlust wird eine Farbskala verwendet, um den Druckverlust vom Bereich mit dem höchsten Druckverlust bis zum Bereich mit dem niedrigsten Druckverlust anzuzeigen. Dieses Ergebnis gibt an, wie viel Druck erforderlich ist, um die verschiedenen Bereiche des Formteils zu füllen.
Wie im nachstehenden Diagramm dargestellt, wird der Druckverlust vom Anspritzpunkt bis zu einer bestimmten Stelle im Modell an dieser Stelle farblich entsprechend dargestellt und bezieht sich auf den Zeitpunkt, an dem dieser Punkt gefüllt wurde. Dies ist der Druck, der erforderlich ist, um das Material bis zu diesem Punkt fließen zu lassen.
Verwenden des Ergebnisses
Das Ergebnis Druckverlust ist einer der Faktoren zur Ermittlung des Ergebnisses Füllsicherheit. Wenn der Druckverlust 80 % des Wertes übersteigt, der auf der Prozesseinstellungsseite des Analyse-Assistenten unter Max. Einspritzdruck der Maschine festgelegt ist, wird die Füllsicherheit in Gelb angezeigt. Erreicht der Druckverlust 100 % der festgelegten Einspritzdruckgrenze, dann wird die Füllsicherheit für diesen Bereich in Rot angezeigt.
Wenn der Standardwert von 180 MPa für die maximale Einspritzdruckgrenze über der eigentlichen Kapazität der Spritzgießmaschine liegt, wird das Ergebnis Füllsicherheit besser als erwartet sein. Bei einigen Spritzgießmaschinen kann das Material mit bis zu 200 MPa eingespritzt werden. Je besser Sie also mit der Leistung der Maschinen vertraut sind, die normalerweise in der Produktion verwendet werden, desto fundierter können Ihre Rückschlüsse in Bezug auf die Brauchbarkeit des Ergebnisses Druckverlust sein.
Worauf Sie achten müssen
- Erhöhen Sie den maximalen Einspritzdruck, um die Füllsicherheit zu verbessern.
- Verschieben Sie den Anspritzpunkt näher zum Problembereich hin oder fügen Sie weitere Anspritzpunkte hinzu, damit die Wahrscheinlichkeit, dass alle Bereiche des Formteils gleichmäßig gefüllt werden steigt.
- Verändern Sie die Formteilgeometrie: Bei einer komplexen, dünnen Geometrie kann es zu Schwierigkeiten bei der Füllung kommen, da ein hoher Einspritzdruck erforderlich ist.
- Wählen Sie ein anderes Material mit einem höheren MFI-Wert, damit ein niedrigerer Einspritzdruck zur Füllung des Teils ausreicht.
- Erhöhen Sie die Schmelztemperatur, um die Viskosität der Schmelze zu verringern und es der Schmelze zu ermöglichen, leichter in das Werkzeug zu fließen.