Das Ergebnis Wärmehomogenität zeigt Ihnen, an welchen Stellen sich aufgrund von Form und Dicke des Formteils die Wärme tendenziell länger hält.
Die Analyse geht davon aus, dass sich das Formteil ohne ein Kühlsystem in der Mitte eines Metallblocks oder eines angenommenen Werkzeugs befindet und dort für einen festen Zeitraum bleibt. Die Ergebnisse zeigen, wie die Wärme auf natürliche Weise das heiße Formteil verlässt und auf die Extremitäten des Blocks übergeht.
Dieses Ergebnis wird von den Abkühlungszeit- und Temperaturabweichungsergebnissen abgeleitet.
Verwenden des Ergebnisses
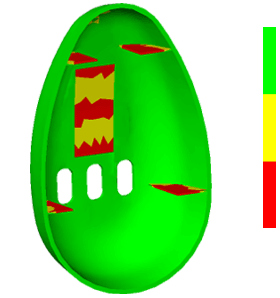
Das Ergebnis Wärmehomogenität zeigt grafisch ein Teil mit grünen, gelben und roten Bereichen. Die grünen Bereiche verfügen über eine starke Abkühlung, die gelben Bereiche über eine mittlere Abkühlung und die roten Breiche kühlen nur sehr langsam ab. Dieses Ergebnis wird gebildet aus einer Kombination des Ergebnisses Temperaturabweichung aus der Temperierungsanalyse, das hauptsächlich durch die Form beeinflusst wird, und dem Ergebnis Abkühlzeitabweichung, das hauptsächlich durch die Dicke beeinflusst wird.
Die folgende Abbildung zeigt, dass der überwiegende Teil des Formteils zwar effektiv gekühlt wird, in der dünnen Mitte und an den dünnen Rippen jedoch Probleme auftreten könnten.
Worauf Sie achten müssen
Wenn durch eine erheblich unter dem Durchschnitt liegende Temperaturabweichung oder der Abkühlungszeit die Wärmehomogenität in einem dünnwandigen Bereich des Formteils niedrig ist, können Schmelzeverzögerung oder eine unvollständige Füllung auftreten. Im Ergebnis wird dies als roter Bereich dargestellt. Gegebenenfalls sind dickere Wände oder ein Erhöhen der Schmelzetemperatur erforderlich.
Aus dem gleichen Grund kann die Wärmehomogenität in Bereichen, in denen Bindenähte optisch auffälliger sind und die Formteilstabilität niedriger ist, geringer sein.
Wenn durch eine erheblich über dem Durchschnitt liegende Abweichung der Temperatur oder der Abkühlungszeit die Wärmehomogenität niedrig ist, können Oberflächenfehler und/oder Verzug auftreten, sofern das Werkzeug nicht mit einem leistungsstarken Kühlsystem ausgestattet ist oder das Formteil umkonstruiert wird. Stellen Sie sicher, dass sich die Temperatur an der Fließfront stets in dem Temperaturbereich bewegt, der für das aktuell verwendete Polymer empfohlen wird.
- Die Ergebnisse zur Abkühlzeitabweichung liegen erheblich unter oder über der durchschnittlichen Erstarrungszeit.
- Zu niedrige oder zu hohe Ergebnisse bei der Temperaturabweichung
Wenn die Wärmehomogenitätsanalyse für ein Formteil gelbe oder rote Bereiche ergibt, sollten Sie die Ursache hierfür ermitteln. Prüfen Sie dazu die Ergebnisse zur Temperatur- und Abkühlzeitabweichung.