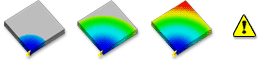
The Fill time result shows the position of the flow front at regular intervals as the cavity fills.
In the following illustrations, the contour colors represent the flow of plastic into the part. All regions with the same color filled at the same time. In the image, at the start of the injection the result is dark blue, and the last places to fill are red. If the part is a short shot, the section which did not fill has no color.
Use this result
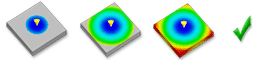
In a part with a good fill time result, the flow pattern is balanced, meaning:
- All flow paths finish at the same time.
- All flow fronts reach the edges of the model simultaneously. In the image, each flow path ends with red contours.
- The contours are evenly spaced.
- The contour spacing indicates the speed at which the polymer flows. Widely-spaced contours indicate rapid flow. Narrow contours indicate that the part is filling slowly.
Things to look for
- Short shot
-
On the Fill time result, a short shot appears as translucent. Check the ends of the flow paths for any translucent areas.
- Hesitation
-
If a Fill time result shows a section where the contours are closely spaced, hesitation probably occurred. If a thin section freezes off before the part is filled completely, hesitation can cause a short shot.
- Over packing
-
If a Fill time result shows that one flow path finishes before others do, it can indicate over packing. Over packing can cause high part weight, warpage, and non-uniform density distribution throughout the part.
- Weld lines
-
Overlay the Weld line result on the Fill time result to confirm their presence. Weld lines can cause structural and visual defects.
- Air traps
-
Overlay the Air trap result on the Fill time result to confirm their presence. Air traps can cause structural and visual defects.
- Racetrack effect
-
The racetrack effect can cause air traps and weld lines. Check the location and number of air traps and weld lines.