Because each part is different, there are no specific rules for determining the number of polymer injection locations; however, there are some general factors that must be considered.
Flow length
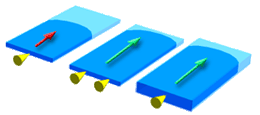
Flow length refers to how far the polymer must flow from the polymer injection location. Generally, parts with thicker walls can have longer flow paths than thin-walled parts because the material will flow more easily in the thicker regions, as shown in the following diagram.
The flow characteristics of the plastic material affect how far a material will flow for a given thickness. The shorter the flow length, the more gates required to fill the part. Each material has its own flow length. The materials datasheets from material suppliers contain information about flow lengths that can be achieved for each specific material at a range of thicknesses.
Very large parts, thinner walled parts and higher viscosity materials will typically require more gates to fill a part.
Part volume
Generally, parts with larger volumes require more polymer injection locations to fill properly.
Selecting the correct number of injection locations
First, try a single gate in the flow centroid of the mold, and check that all flow paths fill at nearly the same instant in time.
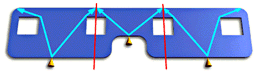
If this criteria cannot be met with a single gate, then try using multiple gates. Mentally, divide the part mold into sub-moldings, with a gate positioned at the flow centroid of each sub-molding or in the middle of one side. The runner system dimensions should be set up so that each sub-molding is filled at nearly the same instant in time, as shown in the following diagram.
The positions of the gates should achieve both uniform and acceptable values of shrinkage across the part. Where thick and thin sections are present, it is good practice to position the gate nearer to thicker sections. This avoids insufficient packing, which is caused by premature freezing of the material between the gate and the thicker regions.