Cooling circuits are generally classified as series or parallel circuits. In both types of circuits, the final temperature rise of the coolant is determined entirely by the energy input from the plastic and the volumetric flow rate of the coolant.
The most important factors in maintaining effective heat transfer are, therefore, flow rate and circuit design. The following diagram shows a series circuit on the left and a parallel circuit on the right.
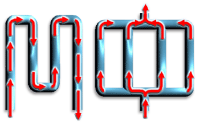
It is easier to control coolant velocity in a series circuit because the flow rate in each section is the same. It is therefore easier to maintain flow rate conditions that provide effective heat transfer.
Parallel circuits
Parallel cooling channels are drilled straight through from a supply manifold to a collection manifold. Due to the flow characteristics of the parallel design, the flow rate along each of the cooling channels may be different, depending on the flow resistance of each individual cooling channel. These varying flow rates in turn result in different heat transfer efficiency for each cooling channel. As a result, cooling may not be uniform with a parallel circuit.
Typically, the cavity and core sides of the mold each have their own parallel circuit. The number of cooling channels per circuit varies with the size and complexity of the mold.
Only use a parallel circuit if your model has one or more of the following circumstances:
- The pressure drop over a series circuit is too high to be realistic.
- An area of the mold cannot be effectively cooled with a series circuit.
- You are simulating the manifold carrying coolant to the mold.
When a parallel circuit is used, each branch must be capable of extracting the heat load from the surrounding area. Coolant flow must be regulated by specifying the diameter and length of each branch within the circuit.
Each branch should have turbulent flow to give an effective heat transfer coefficient. The surface area of the branch is determined by balancing its length and diameter against the localized heat load.
- The flow rate in each branch is reduced when extra branches are incorporated. This reduces cooling efficiency unless the total flow rate is increased accordingly.
- Each cooling channel may have a different flow rate, causing non-uniform cooling. This disadvantage can be minimized by adjusting the diameter of the branches to balance the coolant flow.
- If one branch is partially blocked by debris, the flow rate in that branch may be dramatically reduced while the flow rate may slightly increase in other branches. This will cause non-uniform cooling.
Series circuits
Cooling channels connected in a single loop from the coolant inlet to the outlet are called serial circuits. This is the most common type of cooling channel. If the cooling channels are uniform in size, the coolant can maintain its turbulent flow rate through the entire circuit.
The coolant will continue to collect heat along the cooling circuit so you should ensure that the temperature rise of the coolant from inlet to outletis minimized. The temperature difference of the coolant at the inlet and the outlet should be within 5°C for general purpose molds, and within 3°C for precision molds. More than one serial circuit may be required for large molds to ensure uniform coolant temperature and cooling.
- The length of the series circuit results in a pressure drop that is too high for the available pump capacity.
- Physical constraints in the mold design mean that the mold cannot be effectively cooled with a series circuit.