The Injection pressure result, which is produced by a Fill analysis, shows the maximum injection pressure value obtained before the velocity/pressure switch-over occurs during the filling phase.
At the beginning of filling, the pressure is zero, or 1 atm in the absolute pressure scale, throughout the mold. The pressure at a specific location starts to increase only after the melt front reaches that location. The pressure continues to increase as the melt front moves past, due to the increasing flow length between this specific location and the melt front.
The pressure difference from one location to another is the force that pushes the polymer melt to flow during filling. The pressure gradient is the pressure difference divided by the distance between two locations.
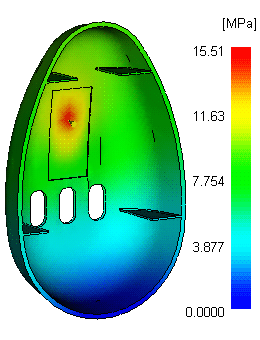
Like water flowing from higher elevations to lower elevations, polymer always moves in the direction of the negative pressure gradient, from higher pressure to lower pressure; therefore, the maximum pressure occurs at the polymer injection locations and, the minimum pressure occurs at the melt front during the filling stage, as shown in the following diagram.
The magnitude of the pressure or pressure gradient depends on the resistance of the polymer in the mold. This is because polymer with high viscosity requires more pressure to fill the cavity. Restricted areas in the mold, such as thin sections, small runners, and long flow lengths, also require a larger pressure gradient, and, therefore, a higher pressure to fill.
Using this result
During the filling stage, large variations in the pressure distribution, which are indicated by closely-spaced contours, should be avoided. Pressure should be zero at the extremities of each flow path at the end of filling.
During packing, pressure variations affect the volumetric shrinkage.
The Pressure at end of fill result is used with the Pressure drop result to locate areas where the actual injection pressure is too high.
Things to look for
- Alter the injection location or use additional injection locations to fill a problem area. The number of gate locations depends on part geometry, material, and processing conditions.
- Position gates to create a balanced filling pattern and uniform pressure distribution.
- Avoid placing gates close to thin areas that will cause hesitation and in areas that will fill early and overpack.
- Alter the part geometry.
- If changing the gate location to lower the injection pressure is not possible, redesign the part to increase the wall thickness. A complex and thin geometry can cause filling difficulties and require a high injection pressure.
- Select a different material with a lower viscosity, which requires less injection pressure to fill the mold.
- Increase the melt temperature to reduce the viscosity. This reduces the injection pressure required to fill the mold.
- Hesitation
- Overpacking caused by high injection pressure
- Shrinkage