The efficacy of thermoplastic packing has important effects on warpage, shrinkage, and the incidence of defects, such as sink marks. The main output of a Pack analysis is volumetric shrinkage, and the distribution and magnitude of volumetric shrinkage play a key role in part quality.
- Packing time
- Packing pressure
- Cooling time
Determining a suitable packing pressure
The packing pressure is used to pack out a part and is often related to the fill pressure. As a rough guide, the packing pressure should be about 80 percent of the fill pressure; however, the packing pressure can vary significantly. Packing pressures are commonly between 20-100 percent of the fill pressure, and can be higher or lower. An important aspect of the packing pressure is that it cannot be so high that it exceeds the clamp limit of the machine.
The following formula is used to estimate the maximum pressure that should be used. This formula will determine a pressure, assuming a constant gradient across the part so that 80 percent of the machine capacity will be used. This is a conservative approach, but this can be used as a starting point.
 is the clamp force (tonnes)
is the clamp force (tonnes)  is the total projected area of the model (cm²)
is the total projected area of the model (cm²)
Determining a suitable packing time
You can repeatedly check the part weight and increase the packing time to identify the time at which the gate freezes. Gate freeze occurs when the part weight no longer increases. For example, set a two-second packing time followed by a second analysis with a four-second packing time. If the part weight increases, gate freeze occurred after two seconds. Repeat the analysis, increasing the packing time until the part weight remains stable.
Optimizing a packing profile
Warpage is caused by a variation in shrinkage, so when shrinkage is reduced, warpage also is reduced.
The filling and cooling of the part should be optimized to create a packing profile. Because the way in which part is cooled influences the packing, the packing profile should be based on a Cool+Fill+Pack analysis sequence, which accounts for the effects of mold cooling in the Fill+Pack results.
The size of the part and the type of material used will determine the range of shrinkage. Larger parts will normally have a larger acceptable range of shrinkage. Because warpage is caused by a variation in shrinkage, the volumetric shrinkage of a part influences both the potential warpage and dimensional stability of a part. If a part shrinks uniformly, it changes in size, but injection molded plastics do not shrink uniformly. The amount of warpage is reduced when the volumetric shrinkage is minimized. The range of volumetric shrinkage across the part has an effect on warpage that is beyond the effect of the magnitude of shrinkage.
With a typical part, dimensions are smaller and incidences of sink marks and voids near the end of fill are higher. Alternatively, the opposite is true near the gate where you can expect larger dimensions, and fewer and smaller sink marks and voids, which is due to the amount of packing. Typically, the area around the gate is packed much better than the end of fill. This variation in shrinkage between the end of fill and the gate area can cause warpage. A small distribution in shrinkage across the part causes the properties across the part to become more uniform.
Uniform volumetric shrinkage requires the pressure in the cavity to be controlled. Volumetric shrinkage is a function of the pressure on the plastic when it freezes off; the higher the pressure, the lower the shrinkage. Normally there is a wide variation in shrinkage across the part because of the high pressure gradient. The viscosity of plastic is high, so the resulting pressure gradient prevents the area near the end of fill from having a pressure equal to the pressure around the gate; therefore, the shrinkage at the end of fill is normally higher than around the gate. The amount of shrinkage can be controlled if the pressure is lowered over time during the packing phase of the cycle. This can be done after areas at the end of fill have frozen off, and while areas closer to the gate are still cooling. The freeze front is moving from the end of fill towards the gate, so the lower pressure near the gate results in shrinkage similar to the shrinkage near the end of fill.
The extent to which this technique is useful depends on the size of the part and gate, the type of material, the molding conditions used to fill the parts, and the wall thickness variation in the parts. The two basic methods of packing are using a constant pressure and using a linear pressure profile to vary packing pressure. With constant packing pressure, the machine is applying a uniform amount of pressure for a specified time. Some machines change the magnitude of pressure once but the new pressure is held constant at the new level.
Profiled packing is a linear decay in the packing pressure over time after a period of constant pressure, as shown in the following graph. When properly applied, packing profiles produce a more uniform volumetric shrinkage in the part. Profiles improve the shrinkage distribution by evening out the pressure distribution in the part. This is because the less pressure applied to the part the higher the shrinkage. In effect, a packing profile is designed to achieve an acceptable amount of volumetric shrinkage at the end of fill, and achieve that same level of shrinkage throughout the part.
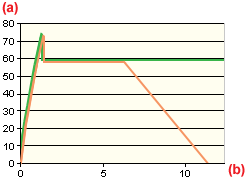
Packing Methods
. (a) Pressure [MPa], (b) Time [Sec], ![]() Constant Pressure,
Constant Pressure, ![]() Pressure Profile.
Pressure Profile.
Packing profiles are used when the injection molding machine is capable of producing profiles. If the part wall thickness changes significantly, a packing profile may not be beneficial. The thicker the wall, the higher the pressure required to have the same volumetric shrinkage as a thinner wall. The main reason for using packing profiles is that they reduce part warpage when the warpage is caused by area shrinkage variation.