Cooling time is the time after the end of packing until ejection. Usually, the material at the center section of a part wall reaches its freeze temperature (Vicat softening point) and becomes solid during cooling time. Cooling time usually represents 80 percent of the total cycle time.
Two major factors that affect the cooling time are melt temperature and mold temperature. Both may need to be optimized to obtain a high quality part. Increasing either the melt or mold temperature increases the cooling time because it takes longer for the frozen layer to reach the required thickness.
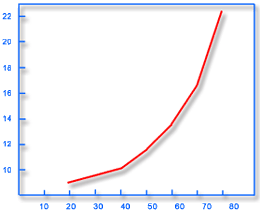
Lower mold temperatures = shorter cycle time
Lower mold temperatures result in shorter cycle times, which leads to higher productivity. The following diagram illustrates how increasing the mold temperature increases the cycle time.
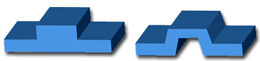
Part thickness
Cooling time increases rapidly with wall thickness, so avoid thick part walls to maintain an economically acceptable cooling time. Part thickness should be as uniform as possible. In the following diagram, the part on the left has a thick wall section. This part will take longer to cool than the part on the right