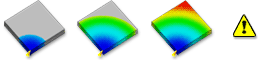
En el resultado de tiempo de llenado, se muestra la posición del flujo frontal a intervalos regulares a medida que se llena la cavidad.
En las siguientes ilustraciones, los colores de contorno representan el flujo de plástico en la pieza. Todas las regiones con el mismo color se rellenan al mismo tiempo. En la imagen, al inicio de la inyección, el resultado es azul oscuro y las últimas ubicaciones que se rellenarán aparecen en rojo. Si la pieza es un inyección insuficiente, la sección que no se ha rellenado no presenta ningún color.
Uso de este resultado
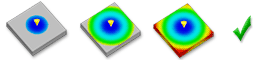
En una pieza con un buen resultado de tiempo de llenado, el patrón de flujo estará equilibrado, lo que implica lo siguiente:
- Todas las rutas de flujo finalizan al mismo tiempo.
- Todas los flujos frontales alcanzan simultáneamente las aristas del modelo. En la imagen, cada ruta de flujo finaliza con contornos rojos.
- Los contornos se distribuyen de manera uniforme.
- El espacio entre los contornos indica la velocidad a la que fluye el polímero. Los contornos con espacios más amplios indican un flujo rápido. Los contornos con espacios más estrechos indican que la parte se rellena lentamente.
Elementos que deben buscarse
- Inyección insuficiente
-
En el resultado de tiempo de llenado, una inyección insuficiente aparece de forma translúcida. Busque áreas translúcidas en los extremos de las rutas de flujo.
- Vacilación
-
Si, en un resultado de tiempo de llenado, se muestra una sección en la que los contornos están demasiado próximos, es probable que haya vacilación. Si una sección fina se congela antes de que la pieza se rellene por completo, la vacilación puede causar una inyección insuficiente.
- Compactación excesiva
-
Si, en resultado de tiempo de llenado, se muestra que una ruta de flujo finaliza antes que las demás, esto puede indicar una compactación excesiva. La compactación excesiva puede provocar un peso elevado de la pieza, deformaciones y una distribución de la densidad desigual en toda la pieza.
- Líneas de soldadura
-
Superponga el resultado de línea de soldadura en el resultado de tiempo de llenado para confirmar su presencia. Las líneas de soldadura pueden provocar defectos estructurales y visuales.
- Trampas de aire
-
Superponga el resultado de atrapamiento de aire en el resultado de tiempo de llenado para confirmar su presencia. Las trampas de aire pueden provocar defectos estructurales y visuales.
- Efecto de pista de carreras
-
El efecto de pista de carreras puede provocar trampas de aire y líneas de soldadura. Compruebe la ubicación y el número de trampas de aire y líneas de soldadura.