Puesto que cada pieza es diferente, no hay reglas exactas para determinar el número de puntos de inyección de polímero; no obstante, se deben tener en cuenta algunos factores generales.
Longitud de flujo
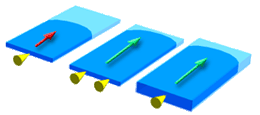
La longitud de flujo es la distancia a la que debe fluir el polímero desde el punto de inyección del polímero. En general, las piezas con paredes más espesas pueden tener longitudes de flujo mayores que las piezas de paredes delgadas porque el material fluirá más fácilmente en las regiones más espesas, tal como se muestra en el siguiente diagrama.
Las características de flujo del material plástico afectan a la distancia hasta la que fluye un material para un espesor dado. Cuanto más corta sea la longitud del flujo, más entradas serán necesarias para llenar la pieza. Cada material tiene su propia longitud de flujo. Las hojas de datos de los materiales que suministran los proveedores de materiales contienen información sobre las longitudes de flujo que se pueden lograr para cada material específico en un intervalo de espesores.
Las piezas muy grandes, las piezas con paredes más finas y los materiales de mayor viscosidad necesitarán habitualmente más entradas para llenar una pieza.
Volumen de la pieza
En general, las piezas de mayor volumen necesitan más puntos de inyección del polímero para llenarse correctamente.
Seleccionar el número correcto de puntos de inyección
En primer lugar, pruebe una única entrada en el centroide de flujo del molde, y compruebe que todas las rutas de flujo se llenen casi en el mismo instante.
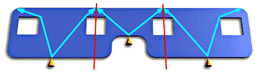
Si no se puede cumplir este criterio con una única entrada, pruebe a usar varias entradas. Divida mentalmente el molde de la pieza en submoldes, con una entrada en el centroide de flujo de cada submolde o en mitad de una cara. Las dimensiones del sistema de canales deben configurarse de modo que cada submolde se llene casi en el mismo instante, tal como se muestra en el siguiente diagrama.
Las posiciones de las entradas deben lograr valores de contracción uniformes y aceptables en toda la pieza. Cuando existen secciones espesas y delgadas, es una buena práctica colocar la entrada más cerca de las secciones más espesas. De esta forma se evita una compactación insuficiente provocada por la solidificación prematura del material entre la entrada y las regiones más espesas.