El resultado Temperatura en el frente de flujo, que se obtiene mediante un análisis de llenado, muestra la temperatura del polímero cuando el frente de flujo alcanza un punto especificado, en el centro de la sección transversal del plástico.
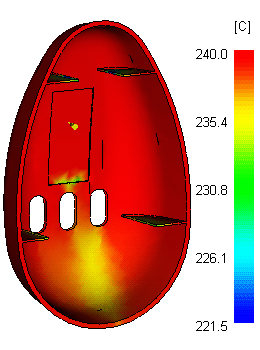
Tal como se muestra en el siguiente diagrama, el resultado Temperatura en el frente de flujo utiliza un intervalo de colores para indicar desde la región de menor temperatura (de color azul) hasta la región de mayor temperatura (de color rojo). Los colores representan la temperatura del material en cada punto, a medida que se va llenando. El resultado muestra los cambios de la temperatura del frente de flujo durante el llenado.
La temperatura en el frente de flujo no debe bajar más de 2°C a 5°C durante la fase de llenado. Un cambio mayor suele indicar que el tiempo de inyección es demasiado corto o que hay áreas de indecisión. Si la temperatura del frente de flujo es demasiado baja en un área fina de la pieza, puede producirse indecisión en una inyectada corta. En las áreas en las que la temperatura del frente de flujo aumenta en varios grados, puede producirse la degradación del material y pueden aparecer defectos superficiales.
Cómo usar este resultado
Minimice la variación de temperatura del frente de flujo en la fase de llenado a un valor por debajo de 2 °C a 5 °C. Las variaciones pequeñas de temperatura causan menos problemas.
Si el resultado Confianza de llenado no es bueno, use el resultado Temperatura en el frente de flujo para ver si los problemas se deben a temperaturas de masa fundida bajas.
Intente cambiar los siguientes valores de configuración para mejorar el resultado; para ello, utilice la información de la tabla siguiente para comprobar si un cambio ha creado otros problemas.
| Problema | Cambiar | Problemas posibles |
|---|---|---|
| Temperatura demasiado baja | Reducir el tiempo de inyección. | Puede causar un exceso de cizalla en la entrada si es restrictiva. Un exceso de cizalla puede provocar degradación y defectos superficiales. |
| Aumente la temperatura de masa fundida. |
|
|
| Aumente la temperatura del molde. | Puede aumentar el tiempo del ciclo. | |
| Aumente el espesor en el área para permitir el flujo. | Puede provocar un problema funcional en el diseño y aumentar el coste. | |
| Aleje la entrada de las áreas con indecisión. | Puede provocar indecisión u otros problemas en otra región de la pieza. | |
| Temperatura demasiado alta | Aumente el tiempo de inyección. | Puede provocar indecisión. |
Cosas que buscar
Al analizar el resultado Temperatura en el frente de flujo, tenga en cuenta en lo siguiente:
- Zonas calientes; suelen encontrarse alrededor de la entrada y en áreas en las que se produce un calentamiento excesivo por efecto de la cizalla.
- Zonas frías; indican indecisión.
- Compruebe si el material presenta un enfriamiento o calentamiento excesivo por efecto de la cizalla.