El resultado Indicador de deformación, efectos de orientación resalta las áreas de la pieza en las que las deflexiones fuera del plano atribuibles a estos efectos de orientación se acercan o superan al valor especificado de deflexión máxima nominal (NMD).
Uno de los tres factores que contribuyen a la deformación son las variaciones de magnitud de la contracción en las direcciones paralela y perpendicular a la dirección de la orientación del material.
Cómo usar este resultado
Los colores mostrados en este gráfico se basan en los siguientes criterios de valoración.
| Color (valoración) | Explicación |
|---|---|
| Verde (baja) | Las deflexiones fuera del plano son inferiores al 80% del NMD especificado. La contribución de los efectos de orientación a la deformación es baja. |
| Amarillo (media) | Las deflexiones fuera del plano están entre el 80% y el 120% del NMD especificado. La contribución de los efectos de orientación a la deformación es significativa. Debe tomar medidas para reducir la orientación en esta área. |
| Rojo (alta) | Las deflexiones fuera del plano son superiores al 120% del NMD especificado. Los efectos de la orientación son uno de los principales factores de la deformación, por lo que hay que tomar medidas correctoras. |
Cosas que buscar
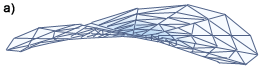
La orientación se debe a los efectos combinados de la cizalla y la solidificación del material. Tal como se indica en el diagrama siguiente, este tipo de contracción produce una deformación similar a la causada por la contracción diferencial.
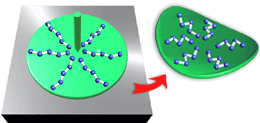
En el diagrama siguiente (a) se muestra la deformación que se produce cuando la contracción paralela es mayor que la contracción perpendicular. En el diagrama siguiente (b) se muestra la deformación que se produce cuando la contracción perpendicular es mayor que la contracción paralela, que se denomina abovedamiento.
- Cambiar las condiciones de moldeado
- Cambiar las posiciones de entrada
- Cambiar los espesores de la pieza
- Cambiar las condiciones de moldeado
-
Es posible que se pueda reducir la orientación modificando las condiciones de moldeado, como la temperatura del molde, la temperatura de la masa fundida y la velocidad de inyección. Esta solución es la más económica, ya que no es necesario cambiar la pieza ni el molde.
Si decide cambiar las condiciones de moldeado, debe repetir todos los análisis de calidad de refrigeración, llenado, llenado+compactación y deformación.
- Cambiar las posiciones de entrada
-
Si cambiar las condiciones de moldeado no reduce suficientemente los efectos de la orientación, puede cambiar el tipo o la ubicación de la entrada, o modificar el espesor de la pieza. También puede probar a realizar otros cambios en la entrada, como usar una puerta de extremo, una entrada en abanico o varias entradas. Suponiendo que aún no se haya cortado el molde, estas soluciones no modificarán excesivamente la geometría de piezas sencillas. Cambiar la ubicación de una entrada no modificará las especificaciones de diseño de la pieza y puede ser una solución más sencilla en piezas con geometría compleja y variaciones de espesor. Realice los cambios necesarios y, a continuación, vuelva a analizar la pieza. Puede repetir el proceso hasta que el nivel de orientación sea aceptable.
- Cambiar los espesores de la pieza
-
Si decide que los cambios de espesor de la pared reducirán los efectos de orientación para la pieza, puede modificar el espesor de la pared y volver a analizar el modelo modificado de la pieza. Puede repetir el proceso hasta que el nivel de contracción diferencial sea aceptable.