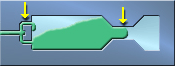
Una inyectada corta es el llenado incompleto de una cavidad de molde, lo que tiene como consecuencia la producción de una pieza incompleta.
Si se produce una inyectada corta en una pieza, el plástico no llena la cavidad. El flujo se solidifica antes de que las rutas de flujo se hayan llenado completamente.

Para asegurarse de que la pieza acabada es de buena calidad, también hay que compactar correctamente la pieza con plástico. Así, no sólo debe preguntarse ""¿Se llenará la pieza?"", sino también, ""¿Es posible crear una pieza de buena calidad?""
Causas
-
Restricciones de flujo. A causa de la solidificación de los canales o de un diseño de canales inapropiado.
-
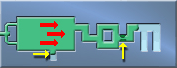
Indecisión y rutas de flujo largas o complejas.
-
Salida de aire inapropiada. La contrapresión debida a atrapamientos de aire sin ventilar puede provocar una inyectada corta.
-
Temperaturas de molde o de masa fundida bajas.
-
No entra suficiente material en la cavidad. Máquina de tamaño inferior al necesario, volumen de inyectada bajo o velocidad de pistón inapropiada.
-
Defectos de la máquina. Ejemplos: embudo vacío, entrada de suministro bloqueada o una válvula de retención gastada que provoca una pérdida de presión o volumen.
Soluciones
Antes de probar uno de los métodos indicados a continuación, compruebe los demás resultados para hacerse una idea de la causa exacta de la inyectada corta.
-
Evite la indecisión.
-
Elimine los atrapamientos de aire. Si hay atrapamientos de aire, deben estar en áreas que se puedan ventilar fácilmente o en las que se puedan añadir expulsores de forma que se pueda extraer el aire.
-
Aumente la temperatura de masa fundida y la temperatura del molde. Esto reducirá la viscosidad de la masa fundida, facilitando que el plástico fluya a través de la pieza.
-
Aumente la velocidad de pistón. Esto puede crear mayor calentamiento por efecto de cizalla, lo que reducirá la viscosidad de la masa fundida, facilitando que el plástico fluya a través de la pieza.
-
Cambie la geometría de la pieza. Equilibre las rutas de flujo de forma que se llenen a la vez y con la misma presión. Es posible que tenga que aumentar el espesor de las secciones finas o reducir la complejidad de una ruta de flujo.
-
Use un material diferente. Seleccionar un material menos viscoso (con mayor índice de fluidez). Si elige un material con un índice de fluidez más alto, necesitará menos presión de inyección para llenar la pieza.
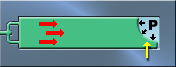
- Aumente la presión de inyección máxima para esta pieza.
La solución de un problema introduce con frecuencia otros problemas en el proceso de moldeado por inyección. Cada opción, por lo tanto, exige considerar todos los aspectos relevantes de la especificación del diseño del molde.