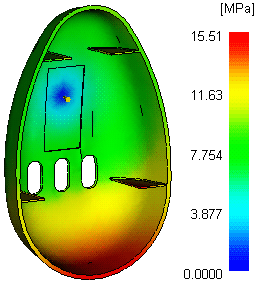
El resultado Pérdida de presión utiliza un intervalo de colores para indicar desde la región de mayor pérdida de presión hasta la región de menor pérdida de presión. Este resultado indica cuánta presión es necesaria para llenar las distintas áreas de la pieza.
Como se muestra en el siguiente diagrama, el color en cada área del modelo representa la pérdida de presión desde el punto de inyección hasta esa área en el momento en que ésta se llenó, es decir, la presión requerida para forzar el flujo de material hasta ese punto.
Cómo usar este resultado
El resultado Pérdida de presión es un factor que se utiliza para determinar el resultado Confianza de llenado. Si la pérdida de presión es superior al 80% del valor actual establecido para la máxima presión de inyección de la máquina en la página Configuración del proceso del Asistente para el análisis, la confianza de llenado será de color amarillo. Si la pérdida de presión alcanza el 100% del valor de configuración Límite de presión actual, el resultado Confianza de llenado para esta área es de color rojo.
Si el valor predeterminado de 180 MPa para el límite máximo de la presión de inyección es mayor que la capacidad real de la máquina de moldeado, el resultado Confianza de llenado será mejor de lo esperado. Algunas máquinas de moldeado pueden inyectar material a una presión de hasta 200 MPa, por lo que conocer el rendimiento típico de las máquinas que se van a utilizar en producción puede ayudar a determinar la viabilidad del resultado Pérdida de presión.
Cosas que buscar
- Incrementar la presión máxima de inyección para mejorar la confianza de llenado.
- Mover los puntos de inyección del polímero más cerca del área problemática o añadir puntos de inyección adicionales para mejorar la probabilidad de que se llenen todas las secciones de la pieza.
- Modificar la geometría de la pieza; una geometría fina y compleja puede crear dificultades de llenado que requieran una presión de inyección alta para completar el llenado.
- Seleccionar un material diferente con un índice de fluidez más alto, de manera que se necesite menos presión de inyección para llenar la pieza.
- Aumentar la temperatura de la masa fundida para reducir su viscosidad y permitir que fluya más fácilmente en el interior del molde.