El resultado Indicador de deformación, contracción diferencial resalta las áreas de la pieza en las que las deflexiones fuera del plano atribuibles a estos efectos de contracción diferencial se acercan o superan al valor especificado de deflexión máxima nominal (NMD).
Uno de los tres factores que contribuyen a la deformación son las variaciones de contracción de una región a otra de la pieza.
Cómo usar este resultado
Los colores mostrados en este gráfico se basan en los siguientes criterios de valoración.
| Color (valoración) | Explicación |
|---|---|
| Verde (baja) | Las deflexiones fuera del plano son inferiores al 80% del NMD especificado. La contribución de los efectos de contracción diferencial a la deformación es baja. |
| Amarillo (media) | Las deflexiones fuera del plano están entre el 80% y el 120% del NMD especificado. La contribución de los efectos de contracción diferencial a la deformación es significativa. Debe tomar medidas para reducir la orientación en esta área. |
| Rojo (alta) | Las deflexiones fuera del plano son superiores al 120% del NMD especificado. Los efectos de la contracción diferencial son uno de los principales factores de la deformación, por lo que hay que tomar medidas correctoras. |
Cosas que buscar
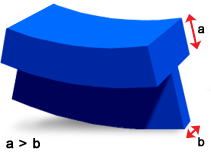
La contracción diferencial suele deberse a variaciones de contenido cristalino y a la contracción volumétrica. En el diagrama siguiente se muestra un nervio fino acoplado a una parte superior gruesa. En general, la velocidad de refrigeración de la parte superior será menor que la de la sección fina. La parte superior tendrá mayor contenido cristalino y por tanto, se contraerá más y causará la deformación mostrada.
En el diagrama siguiente (a) se muestra una deformación de tipo silla de un disco con entrada en el centro que tiene una contracción elevada en torno a la entrada. Por el contrario, si la contracción es mayor en torno a la parte exterior del disco, la deformación resultante puede provocar un abovedamiento del disco, como se ilustra en (b).
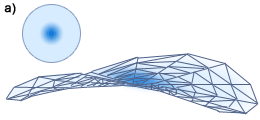
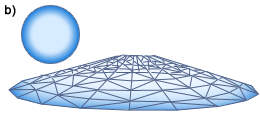
= Contracción elevada
Hay tres maneras principales de influir en los efectos de contracción diferencial.
Si ha reducido previamente los efectos de la orientación, los efectos de contracción diferencial pueden ser muy distintos de los que había en el modelo original de la pieza, a causa de los cambios realizados en las posiciones de entrada o el espesor de la pieza.
- Usar un perfil de compactación
- Reducir las variaciones de espesor de la pieza
- Usar insertos de molde
- Usar un perfil de compactación
-
La primera opción que debe considerar para reducir la contracción diferencial es el uso de un perfil de compactación. Esto depende del tiempo de respuesta de la máquina y su eficacia puede ser limitada para piezas finas o con geometrías complejas. La ventaja de utilizar un perfil de compactación para reducir la deformación es que no requiere cambiar las especificaciones de diseño de la pieza.
- Reducir las variaciones de espesor de la pieza
-
Si decide que los cambios de espesor de la pared reducirán los efectos de contracción diferencial para la pieza, puede modificar el espesor de la pared y volver a analizar el modelo modificado de la pieza. Puede repetir el proceso hasta que el nivel de contracción diferencial sea aceptable.
- Usar insertos de molde
-
El último método para reducir la contracción diferencial es el uso de insertos de molde para reducir la contracción a causa de variaciones en la velocidad de refrigeración. El análisis de insertos de molde solo está disponible en Autodesk Simulation Moldflow Insight.