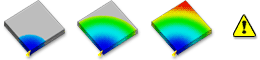
Il risultato Tempo di riempimento mostra la posizione del fronte del flusso ad intervalli regolari durante il riempimento della matrice.
Nelle seguenti figure, i colori di contorno rappresentano il flusso plastico nella parte. Tutte le aree con lo stesso colore sono riempite contemporaneamente. All'inizio dell'iniezione, il risultato è blu scuro, mentre le ultime parti da riempire sono evidenziate in rosso. Se la parte è una stampata incompleta, la sezione che non si è riempita non presenta colore.

Utilizzo di questo risultato
In una parte con un buon risultato di tempo di riempimento, lo schema di flusso è bilanciato, ciò significa che:
- Tutti i percorsi del flusso terminano contemporaneamente.
- Tutti i fronti di flusso raggiungono gli spigoli del modello contemporaneamente. Nell'immagine, ogni percorso del flusso termina con contorni in rosso.
- I contorni presentano spazi uniformi.
- La spaziatura del contorno indica la velocità del flusso polimerico. I contorni con una spaziatura ampia indicano un flusso rapido. I contorni sottili indicano che il riempimento della parte avviene lentamente.
Elementi da ricercare
- Stampata incompleta
-
Nel risultato del tempo di riempimento, la stampata incompleta viene visualizzato come traslucida. Controllare le estremità dei percorsi del flusso in ogni area traslucida.
- Esitazione
-
Se il risultato del tempo di riempimento mostra una sezione in cui i contorni hanno una spaziatura stretta, è probabile che si sia prodotta un'esitazione. Se una sezione sottile si solidifica prima che la parte venga riempita completamente, l'esitazione può provocare una stampata incompleta.
- Impaccamento eccessivo
-
Se un risultato del tempo di riempimento indica che un percorso del flusso è stato completato prima di altri, è possibile che si sia prodotto un impaccamento eccessivo. L'impaccamento eccessivo potrebbe comportare un elevato peso della parte, deformazione e una distribuzione non uniforme della densità in tutta la parte.
- Linee di giunzione
-
Sovrapporre il risultato relativo alle linee di giunzione al risultato del tempo di riempimento per verificare la presenza di linee di giunzione. Le linee di giunzione possono causare difetti strutturali e visivi.
- Intrappolamenti d'aria
-
Sovrapporre il risultato dell'intrappolamento d'aria al risultato del tempo di riempimento per verificare la presenza di intrappolamenti d'aria. Gli intrappolamenti d'aria possono causare difetti strutturali e visivi.
- Effetto di disomogeneità
-
L'effetto di disomogeneità può comportare intrappolamenti d'aria e linee di giunzione. Controllare la posizione e il numero degli intrappolamenti d'aria e delle linee di giunzione.