充填時間結果では、キャビティ充填時のフロー フロントの位置が一定の間隔で示されます。
注: プラスチック フロー結果は、充填時間結果を別の方法で表現したものです。以下の情報はどちらの結果にも当てはまります。
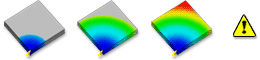
次の図では、コンターの色は成形品への樹脂流動を表します。同じ色の領域はすべて同時に充填されます。図では、射出開始時には結果は濃い青色で表示され、最後に充填される場所は赤色で表示されます。成形品がショート ショットの場合、充填されなかった部分は無色で表示されます。
この結果を使用する
充填時間結果が良好な成形品では、フロー パターンのバランスがとれています。
- すべてのフロー パスの充填が同時に完了する。
- すべてのフロー フロントがモデルのエッジに同時に到達します。この図では、各フロー パスが赤のコンターで終了します。
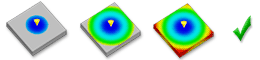
- コンターが等間隔である。
- コンターの間隔は、樹脂が流れる速度を表します。間隔の広いコンターは急速な流動を表します。間隔が狭いコンターは成形品の充填速度が遅いことを表します。
確認事項
- ショート ショット
-
ショート ショットが発生した場合、充填時間結果に半透明として表示されます。フロー パスの末端で半透明な領域がないか確認します。
- ためらい
-
充填時間結果にコンターの間隔が狭い部分がある場合、ためらいが発生した可能性があります。成形品の充填が完了する前に薄肉部分が固化した場合、ためらいによってショート ショットが発生することがあります。
- 過充填
-
充填時間結果で 1 つのフロー パスが他のパスより先に完了した場合、過充填の可能性があります。過充填は、成形品の重量増加、反り、および成形品全体での不均一な密度分布を発生させることがあります。
- ウエルド ライン
-
ウエルド ラインの発生を確認するためには、充填時間結果にウエルド ライン結果をオーバーレイします。ウエルド ラインは強度不良および外観不良の原因となります。
- エアー トラップ
-
エアー トラップの発生を確認するためには、充填時間結果にエアー トラップ結果をオーバーレイします。エアー トラップは強度不良および外観不良の原因となります。
- レーストラック現象
-
レーストラック現象はエアー トラップとウエルド ラインを発生させることがあります。エアー トラップとウエルド ラインの数と位置を確認してください。