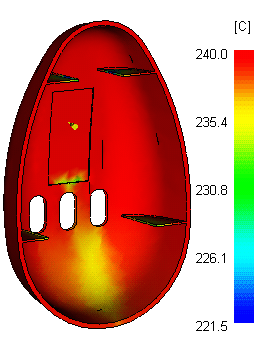
フロー フロント温度結果は充填解析で生成され、フローフロント(流動先端)の樹脂断面中心が、成形品のある箇所に到達したときの樹脂温度を示します。
下図に示すように、フロー フロント温度結果は、最高温度(赤色)から最低温度(青色)までさまざまな色を使用して表示されます。それぞれの色は、樹脂充填時のその箇所の樹脂温度を表します。この結果は充填中のフロー フロント温度変化を示します。
充填過程のフロー フロント温度の低下は、2℃~5℃ 未満でなければなりません。温度変化が大きい場合、通常、射出時間が短すぎるか、ためらいが発生する領域があることを示します。成形品の薄肉領域でフロー フロント温度が低すぎる場合、ためらいによりショート ショットが発生することがあります。フロー フロント温度の上昇が数度高い領域では、材料の劣化や外観の不良が発生することがあります。
この結果の使用法
充填過程のフロー フロント温度の変化は、2°C~5℃ 未満に収めるようにします。温度変化が小さいほど、問題の発生を防止できます。
充填確実性結果に問題がある場合は、フロー フロント温度結果を使用して、低い樹脂温度が問題の原因になっていないか確認します。
注: 充填確実性は、材料溶融温度と射出圧力から求められます。許容可能な充填可能性の結果を得るには、両方の成形条件の調整が必要な場合があります。
次の方法で改善を行う際、下表を参考にして、他の問題が発生していないか確認します。
| 問題 | 変更 | 発生する可能性のある問題 |
|---|---|---|
| 温度が過度に低い。 | 射出時間を短くする。 | 流動を制限するゲート形状では、ゲート内部で過度のせん断が発生して、過度のせん断は材料劣化や表面不良の原因になる。 |
| 樹脂温度を上げる |
|
|
| 金型温度を上げる。 | サイクル タイムが長くなる。 | |
| 肉厚を増加して、流動性を改善する。 | 製品機能上の問題が発生し、コストが増加する。 | |
| ためらいの発生する領域からゲート位置を離す。 | 問題が発生していない領域での、ためらいやその他の問題の発生 | |
| 温度が過度に高い。 | 射出時間を長くする。 | ためらいの発生 |
確認事項
フロー フロント温度結果の参照時には、次の点について確認します。
- ホット スポットの確認。通常、ゲート周辺など高いせん断熱が発生する付近に存在する。
- ためらいの発生を示すコールド スポットの確認
- 材料のせん断熱が過度に高い、または過度な温度低下がないかを確認