ためらいは、肉厚変化のある成形品において、樹脂が厚肉部に優先的に流入し、隣接する薄肉部の樹脂が停滞することで発生します。厚肉部を充填している間に、停滞した樹脂は低温化します。
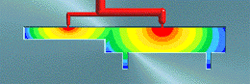
通常、ためらいはバランスの良好なランナー システムで複数の射出位置を使用することによって防止できます。下図は、設計に 2 つの薄肉のリブがあるために多点ゲートが必要な成形品を示しています。下図に示すゲート位置では、ためらいがゲート周辺の薄肉のリブで発生します。リブ内のプラスチックが、肉厚部分の充填中に固化する可能性があります。赤色の矢印で示すためらいは、縮流が原因で発生します。
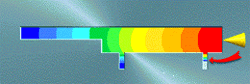
下図に示すゲート設置では、ほとんど改善は見られません。薄肉部よりも厚肉部への樹脂流動がまだ容易であるため、赤色の矢印で示すためらいが薄肉部に発生します。
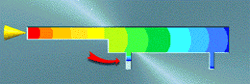
この問題を解決するには、下図に示すように、2 点のゲートを設定した人工的にバランス調整されたランナー システムを使用します。薄肉のリブがフローパスの末端に位置するように 2 つのゲートを配置することで、ためらいを防止できます。