冷却品質結果は、成形品の形状および肉厚が原因で熱が留まりやすい場所を示します。
成形品を金属ブロック(または理論上の金型)の中央に置き、冷却回路を設けずに、一定時間その位置に保持されると仮定します。結果は、自然冷却によって熱が高温部分から、金属ブロックの末端に向かって流れる状態をシミュレーションします。
この結果は、冷却時間変化結果および温度変化結果から算出されます。
この結果の使用法
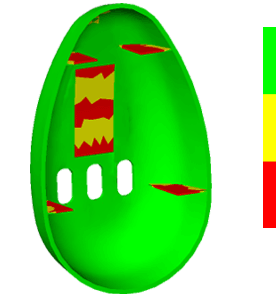
冷却品質結果では、成形品に緑色、黄色、赤色の領域が表示されます。緑色は冷却効果が高い領域、黄色は冷却効果が中程度である領域、赤色の領域は冷却効果が低い領域を示します。この結果は、冷却解析の温度変化結果(主な影響要因は成形品形状)および冷却解析の冷却時間変化結果(主な影響要因は成形品肉厚)の組み合わせです。
次のグラフィック結果から、成形品の大部分は効果的に冷却できますが、薄肉の中央部およびリブで問題が発生する可能性があることがわかります。
確認事項
成形品の薄肉領域で冷却品質が低い原因が、温度変化結果または冷却時間変化結果が平均より大幅に低いことにある場合、ためらいまたはショート ショットが発生する可能性があり、その領域の結果は赤色で示されます。これらの領域の肉厚を増やすか、樹脂温度を上げることが必要になる場合があります。
同様の理由で、ウェルド ラインが顕著で成形品の強度が低い領域の冷却品質が低いことがあります。
温度変化または冷却時間変化が標準より大幅に高いことが原因で冷却品質が低い領域では、効果的な冷却システムを金型に導入するか、製品を再設計しない限り、表面不良や反りが発生する可能性があります。フロー フロントの温度が、使用樹脂の推奨温度範囲内に常に収まるようにします。
- 冷却時間変化結果が平均固化時間より過度に短いまたは長い。
- 温度変化結果値が過度に低いまたは高い。
成形品に黄色または赤色の冷却品質結果がある場合は、冷却時間変化結果と温度変化結果を確認して原因を調べます。