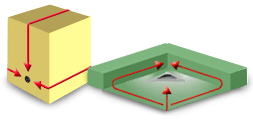
エアー トラップは、複数のフロー フロントの合流点、または、フロー フロントとキャビティ壁面の間で、空気やガスの気泡が溶融樹脂に閉じ込められ、圧縮されるときに発生します。通常、エアー トラップによって、成形品の表面に小さい穴や不良が残ります。極端な場合には、圧縮によって温度が上昇し、プラスチックが劣化したり、焼けが発生したりすることがあります。
エアートラップは、レーストラック現象やためらいの結果として生じるフロー フロントの合流点、あるいは不均一または非線形的な充填パターンにより発生します。フロー パスのバランスが良い成形品でも、排気が不十分な場合には、フロー パスの末端でエアー トラップが発生することがあります。
Dual Domain モデルのエラー トラップ結果では、エアー トラップが発生しやすい位置が連続した細い線で示されます。3D モデルでは、エアー トラップが発生しやすい領域が色付けされます。
この結果の使用法
エアー トラップ結果は、エアー トラップの程度と、成形品で発生する箇所を示します。完璧な外観が要求されない成形品表面でエアー トラップが発生する場合は、許容可能な場合もあります。
充填時間結果をエアー トラップ結果と一緒に確認して、充填挙動とエアー トラップが発生する可能性を評価します。
エアー トラップ プロットを使用して、特定の位置でエアー トラップが発生する可能性を評価します。この結果の値が高いほど、エアー トラップが発生する可能性は高くなり、逆に値が低いほど、エアー トラップが発生する可能性は低くなります。
エアー トラップ結果により、成形品に次の問題が発生しているかを確認できます。
- エアー トラップ内の空気によって発生する焼け。加圧された空気が発火し、樹脂が焼ける。
- 成形品の不十分な充填によるショート ショット。エアー トラップが排気されず、焼けを発生するほどの急激な圧力がかからない場合、ショート ショットの発生または空気またはガスの気泡がプラスチック成形品に残る可能性がある。
- エアー トラップによって発生するその他の外観不良
確認事項
次のようなエアー トラップ発生の防止方法があります。
- フロー リーダー/デフレクターの使用
- 射出速度を増加することで、フロー フロントの合流およびためらいに起因するエアー トラップが防止できる。
- 射出速度を低減することで、不適切な排気に起因するエアー トラップの低減、焼けの防止が可能。
- 成形品の肉厚差を低減して、レース トラックの発生を防止する。
- 射出位置を移動して、パーティング平面などのベント (ガス抜け) が容易な位置にエアー トラップを発生させる。