過充填は、フロー パスの充填中に、別の既に充填の完了したフロー パスが過剰な樹脂の供給によって圧縮される現象です。
過充填
通常、過充填は最初に充填した部分で発生し、不均一な収縮による反り、材料浪費による成形品重量の増加、さらに成形品全体の不均一な密度分布などの多くの問題の原因となります。
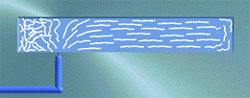
過充填は、最も流動性の高い(最短/最厚の)フローパスが最初に充填されたときに発生します。残りのフローパスを充填するためにキャビティに樹脂が充填されるので、最初に充填されたフロー パスには充填完了後も圧力がかかります。この圧力が、既に充填の完了したフローパスに、さらに多くの樹脂を充填して、他のプローパスよりも高密度で低収縮の領域が生じます。過充填されたフロー パスは、加圧状態のまま固化するため応力が凍結されます。下図では、白い線は高分子を表しています。フロー パスのバランスがとれていないため、成形品の左側で過充填が発生していることに注目してください。
対策
過充填を確認できる主な解析結果は、充填時間です。100% 充填時の充填時間を表示して、最初に充填されたフローパスと同時に充填が終了していないフローパスを探します。過充填を解決するには、フロー パスのバランスを調整することが必要です。これは次の手順を実行することで可能です。
-
フロー リーダーまたはフロー デフレクタ-として機能するように、モデルの一部の肉厚を調整する。
-
同様な長さのフロー パスが定義される予定の場所に、射出位置を移動します。
-
キャビティを複数の仮想領域に分割して、領域ごとに 1 つの射出位置を設ける。
-
不要なゲートの削除