ここでは、層流が成形品肉厚の方向にどのように分割されるかを説明し、解析で層流を使用する方法を紹介します。
[肉厚方向のラミネート数]は成形品の肉厚方向に存在するレイヤーの数を定義するもので、プロセス設定ウィザードのソルバーのアドバンス オプションで指定できます。指定できる値は、8、10、12、14、16、18、および 20 です。
下図は成形品の選択した位置における、キャビティの肉厚方向 (Y) の温度 (X) を示します。肉厚方向のラミネート数が増加すると、カーブ上に示される結果数も増加します。
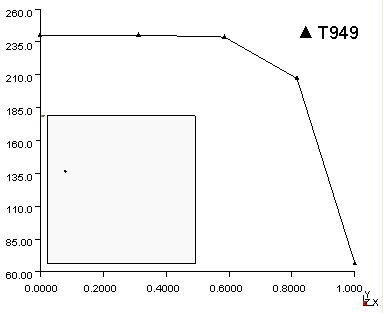
温度: XY プロット(肉厚方向に 8 ラミネートある成形品)
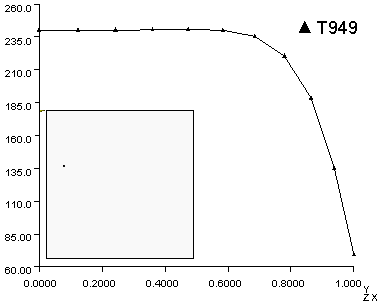
温度: XY プロット(肉厚方向に 20 ラミネートある成形品)
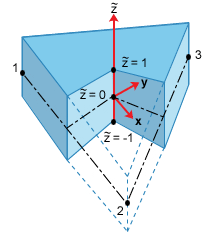
三角形要素では、0.0 は肉厚の中央平面、1.0 は金型表側壁面の位置、-1.0 は金型裏側壁面の位置をそれぞれ表します。表側とは要素の法線に対して正の方向で、要素の接続と右手の法則で定義されます。
ローカルの x 座標はノード 1 からノード 2 に向かう方向に存在します。Y 座標はノード 1、2、3 によって定義される平面上にあり、X 座標に対して垂直であるノード 3 方向を指しています。Z 座標 (要素の法線) は、ローカルの X 座標および Y 座標の外積で定義されます。
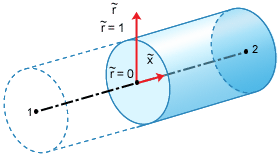
軸対称の 1 次元要素では、指定したレイヤー数の半分の数のレイヤーが解析で使用されます。この場合、次に示すように 0.0 は 1 次元要素の中心線の位置、1.0 は金型壁面の位置をそれぞれ示します。1 次元要素のローカル X 座標はノード 1 とノード 2 で定義される線に沿って存在し、その方向はノード 1 からノード 2 に向かう方向です。
肉厚方向の温度境界条件に応じて、解析で実際に使用されるレイヤー数は、指定した値、または肉厚方向のレイヤー数として指定した値の 1/2 のいずれかになります。解析では、内部で定義された不均一な層の厚さが使用されます。
温度、速度、せん断速度、粘度などの変数は、各レイヤーのグリッド点に保存されます。解析に使用するレイヤー数が多いほど、高精度の数値結果が得られます。一方で、レイヤー数が多くなると、解析の完了に要する CPU 時間が大幅に増加します。また、レイヤー数の増加に伴い、計算結果の保存に必要なディスク容量も増加します。
グリッド点の正規化座標を次の表に示します。ゼロは肉厚中央の位置を示し、1 は金型壁面の位置を示します。
| 8 | 10 | 12 | 14 | 16 | 18 | 20 |
|---|---|---|---|---|---|---|
| 1.000 | ||||||
| 1.000 | 0.938 | |||||
| 1.000 | 0.926 | 0.864 | ||||
| 1.000 | 0.914 | 0.840 | 0.779 | |||
| 1.000 | 0.900 | 0.816 | 0.743 | 0.685 | ||
| 1.000 | 0.880 | 0.784 | 0.706 | 0.636 | 0.583 | |
| 1.000 | 0.856 | 0.738 | 0.653 | 0.585 | 0.520 | 0.474 |
| 0.816 | 0.681 | 0.577 | 0.508 | 0.453 | 0.397 | 0.360 |
| 0.586 | 0.477 | 0.399 | 0.350 | 0.310 | 0.268 | 0.243 |
| 0.313 | 0.248 | 0.206 | 0.180 | 0.158 | 0.135 | 0.123 |
| 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 |
| 0.313 | 0.248 | 0.206 | 0.180 | 0.158 | 0.135 | 0.123 |
| 0.586 | 0.477 | 0.399 | 0.350 | 0.310 | 0.268 | 0.243 |
| 0.816 | 0.681 | 0.577 | 0.508 | 0.453 | 0.397 | 0.360 |
| 1.000 | 0.856 | 0.738 | 0.653 | 0.585 | 0.520 | 0.474 |
| 1.000 | 0.880 | 0.784 | 0.706 | 0.636 | 0.583 | |
| 1.000 | 0.900 | 0.816 | 0.743 | 0.685 | ||
| 1.000 | 0.914 | 0.840 | 0.779 | |||
| 1.000 | 0.926 | 0.864 | ||||
| 1.000 | 0.938 | |||||
| 1.000 |