射出時間とは、金型を完全に充填するために要する時間です。
充填+保圧解析順序の設定時に、成形機射出時間をソフトウェアで自動計算するか、またはユーザー指定値に基づいて計算するかを指定できます。既定では、射出時間は自動計算されます。
自動射出時間
射出時間を[自動]に設定した場合、解析では最低射出圧力を持つ射出時間が検出されます。下のグラフは、同一の成形品で実行した 9 つの解析結果を示しています。青色の点は、射出時間を特定の値に設定した解析を示します。赤色の点は、 [自動射出時間] チェック ボックスを選択した解析を示し、その成形品において最も低い射出圧力を示します。
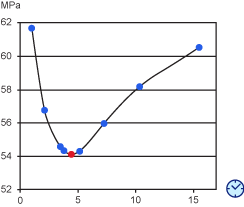
時間の関数としての射出圧力
射出時間に対して射出圧力が変動することにより、次のような 2 つの影響が出ます。第 1 に、射出時間がゼロより大きくなると、溶融樹脂を成形品に押し流すのに必要な圧力が低減します。第 2 に、さらに射出時間が増加するにつれ、金型への熱伝達のために樹脂温度が低下し、粘度および固化層の厚さが増大する結果、射出圧力が増大します。
指定射出時間
射出時間を指定した場合、[サマリー]に実際の射出時間が表示されます。この値は入力した値よりもわずかに高くなります。追加の時間は材料の圧縮性を考慮したためです。