冷却時間は、保圧過程完了から突出までの所要時間です。この冷却時間に成形品の中心部にある材料が固化温度 (ビカット軟化点) に達し、固体になります。通常、冷却時間はサイクル タイム全体の 80% を占めます。
冷却時間に影響を与える主な要因は、樹脂温度と金型温度の 2 つです。高品質の成形品を作成するためには、どちらの要因も最適化することが必要な場合があります。樹脂温度または金型温度のいずれかを上げると、固化層が特定の厚さに到達するのにより長い時間が必要となり、冷却時間が長くなります。
低い金型温度 = 短いサイクル タイム
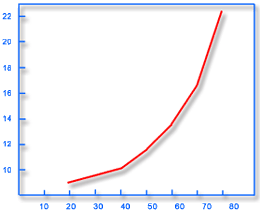
金型温度が低いとサイクル タイムが短縮され、生産性が向上します。下のグラフは、金型温度の上昇により、サイクル タイムが増加することを示しています。
成形品の肉厚
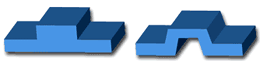
肉厚が増大すると冷却時間は大幅に増加するため、コスト的に許容可能な冷却時間を維持するため、成形品肉厚は過度に厚くないようにします。成形品の肉厚は、できる限り均一にするべきです。下図の左側の成形品には厚肉部があります。この成形品は、右側の成形品よりも冷却時間が長くなります。