제팅은 고분자 용융이 고속으로 제한된 영역(예: 노즐, 러너 또는 게이트)을 거쳐 금형 벽과의 접촉 없이 개방된 두꺼운 영역으로 밀려 들어갈 때 발생합니다.
구부러진 뱀 모양의 제팅 스트림은 제트의 용융 접힘부 사이에 접촉점을 형성하여 작은 "웰드"를 만듭니다.

제팅
제팅은 제품 약화, 표면 결점 및 여러 내부 결함으로 이어집니다.
원인
-
과도한 램 속도.
-
잘못된 게이트 위치. 용융이 금형과 잘 접촉되지 않으면 제팅이 발생할 수 있습니다.
-
잘못된 핫 러너 시스템 설계.
수정 조치
-
게이트 설계와 위치를 최적화하십시오. 게이트 위치를 조정하여 용융이 금속 표면에 접하는 방향이 되게 하거나 오버랩 또는 서브마린 게이트를 사용하십시오.
탭 또는 팬 게이트를 사용하여 점차적으로 수렴되는 유동 영역에서 용융 속도를 늦추십시오. 이에 따라 용융 전단 응력과 전단율이 감소합니다.
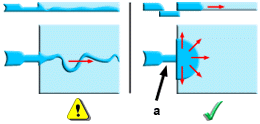
제팅을 최소화하는 오버랩 게이트
.a 오버랩 게이트
-
램 다단 속도를 최적화하십시오. 용융 선단 속도가 맨 처음 용융이 게이트를 통과할 때 느려졌다가 확산 유동에 도달할 때 빨라지도록 최적화된 램 다단 속도를 사용하십시오.
문제 하나를 해결하면 사출 성형 공정에 다른 문제가 종종 생길 수 있습니다. 이에 따라 각 옵션마다 금형 설계 규격의 관련된 모든 요소를 고려해야 합니다.