충전 해석에서 생성되는 유동 선단에서의 온도 결과는 유동 선단이 플라스틱 단면 중심의 한 지정된 점에 도달할 때 고분자 온도를 표시합니다.
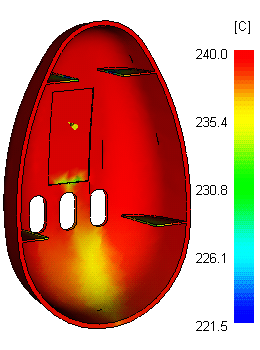
다음 다이어그램에 나타난 바와 같이 유동 선단에서의 온도 결과는 색상 범위를 사용하여 최저 온도 리전(파란색)에서 최고 온도 리전(빨간색)을 표시합니다. 색상으로 각 점의 충전 당시 재료 온도를 표시합니다. 결과는 충전 동안 유동 선단의 온도 변화를 표시합니다.
유동 선단 온도는 충전 단계 동안 2°C - 5°C를 넘어서까지 강하되어서는 안 됩니다. 큰 변화는 사출 시간이 너무 짧거나 종종 정체 현상 영역이 있다는 것을 나타내기도 합니다. 유동 선단 온도가 제품의 얇은 영역에서 너무 낮은 경우 정체 현상이 미성형으로 이어질 수 있습니다. 유동 선단 온도가 몇 도 증가되는 영역에서는 재료 저하와 표면 결함이 발생할 수 있습니다.
결과 사용
충전 단계에서 유동 선단 온도 차이를 2-5°C 미만으로 최소화하십시오. 온도 차이가 작으면 문제가 덜 발생합니다.
충전 신뢰도 결과가 불량이면 유동 선단에서의 온도 결과를 사용하여 낮은 용융 온도로 인해 문제가 생기는지 확인하십시오.
주: 충전 신뢰도는 재료 용융 온도와 사출압에 의해 결정됩니다. 두 성형 조건 모두를 조절해야 허용 가능한 충전 신뢰도 결과를 얻을 수 있습니다.
다음 설정을 변경하여 결과를 개선하고 아래 표의 정보를 사용하여 변경으로 인해 기타 문제가 생겼는지 확인하십시오.
| 문제 | 변경 | 가능한 문제들 |
|---|---|---|
| 너무 낮은 온도 | 사출 시간을 줄이십시오. | 제한된 경우 게이트에 과도한 전단을 일으킬 수 있습니다. 너무 심한 전단은 재료 물성 저하와 표면 결함을 유발합니다. |
| 용융 온도를 증가시키십시오. |
|
|
| 금형 온도를 높이십시오. | 사이클 타임을 늘릴 수 있습니다. | |
| 영역 두께를 늘려 유동이 되도록 하십시오. | 설계에 기능상 문제를 일으키고 비용을 증가시킬 수 있습니다. | |
| 정체 현상 영역으로부터 게이트를 멀리 떨어뜨리십시오. | 제품의 그 밖의 곳에 정체 현상이나 기타 문제를 일으킬 수 있습니다. | |
| 온도가 너무 높음 | 사출 시간을 늘리십시오. | 정체 현상을 일으킬 수 있습니다. |
고려할 점들
유동 선단에서의 온도 결과를 볼 때 다음이 있는지 찾아보십시오.
- 핫 스폿; 핫 스폿은 대개 과도한 전단 발열이 일어나는 영역 내부와 게이트 주위에 있습니다.
- 정체 현상을 나타내는 콜드 스폿.
- 재료 전단 발열 또는 냉각이 과도한지 확인하십시오.