충전 해석에서 생성되는 사출압 결과는 충전 단계 동안 보압 절환이 일어나기 전의 최대 사출압 값을 표시합니다.
충전을 시작할 때는 금형 전반에 걸쳐 압력이 0 또는 절대 압력 눈금으로 1 atm이 됩니다. 특정 위치에서의 압력은 용융 선단이 이 위치에 도달한 후에만 증가하기 시작합니다. 용융 선단이 지나갈 때 이 특정 위치와 용융 선단 간의 유동 길이가 증가하기 때문에 압력이 계속해서 증가합니다.
위치 간의 압력차가 충전 단계에서 고분자 용융 유동을 일으키는 힘입니다. 압력 구배는 압력차를 두 위치 간의 거리로 나눈 것입니다.
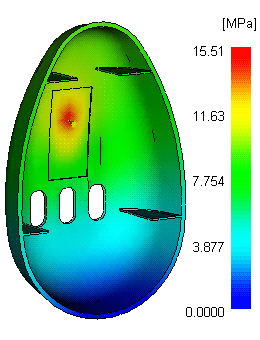
물이 높은 곳에서 낮은 곳으로 흐르는 것처럼 고분자는 항상 (-) 압력 구배 방향인 고압에서 저압으로 이동합니다. 따라서 다음 다이어그램에 나타난 바와 같이 충전 단계 동안 최대 압력이 고분자 사출 주입점에 생기고 최소 압력이 용융 선단에 생깁니다.
압력 또는 압력 구배 크기는 금형에서 고분자의 저항에 따라 달라집니다. 이는 점도가 높은 고분자의 경우 캐비티 충전에 보다 높은 압력이 필요하기 때문입니다. 얇은 섹션, 작은 러너 및 긴 유동 길이와 같은 금형의 제한된 영역에서는 보다 큰 압력 구배와 이에 따른 더 높은 압력이 충전에 필요합니다.
결과 사용
충전 단계 동안 간격이 좁은 등고선으로 표시되는 압력 분포의 큰 차이가 없도록 해야 합니다. 충전 말단에서 각 유동 경로의 맨 끝에는 압력이 0이 되어야 합니다.
보압 동안 압력차가 체적 수축에 영향을 미칩니다.
충전 말단에서의 압력 결과는 압력 강하 결과와 더불어 실제 사출압이 너무 높은 영역을 찾는 데 사용됩니다.
고려할 점들
- 사출 주입점을 변경하거나 추가 사출 주입점을 사용하여 문제 영역을 충전하십시오. 게이트 위치 수는 제품 지오메트리, 재료 및 성형 조건에 따라 달라집니다.
- 균형된 충전 패턴과 균등한 압력 분포를 만들도록 게이트를 위치시키십시오.
- 정체 현상을 일으키는 얇은 영역에 가까운 곳이나 초기에 충전되어 과보압되는 영역에 게이트를 위치시키는 일이 없도록 하십시오.
- 제품 지오메트리를 변경하십시오.
- 사출압을 낮추기 위한 게이트 위치 변경이 불가능한 경우 제품을 재설계하여 벽 두께를 늘리십시오. 복잡하고 얇은 지오메트리는 충전을 곤란케 하며 이때 높은 사출압이 필요합니다.
- 금형을 충전하는 데 사출압이 낮아도 되는 점도가 낮은 다른 재료를 선택하십시오.
- 용융 온도를 높여 점도를 줄이십시오. 이에 따라 금형을 충전하는 데 필요한 사출압이 감소합니다.
- 정체 현상
- 높은 사출압으로 인한 과보압
- 수축