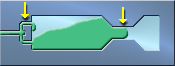
미성형은 금형 캐비티의 불완전한 충전을 말하며 이로 인해 불완전한 제품이 생산됩니다.
제품이 미성형되면 캐비티에 플라스틱이 충전되지 않습니다. 유로가 완전 충전되기 전에 유동이 고화됩니다.

마감 제품의 품질이 좋도록 제품 또한 플라스틱으로 충분히 보압해야 합니다. 따라서 질문이 ""제품이 충전됩니까?""는 물론 ""좋은 품질의 제품을 만들 수 있습니까?""가 됩니다.
원인
-
유동 제한. 냉각관 고화 또는 잘못된 러너 설계가 원인.
-
정체 현상과 길거나 복잡한 유로.
-
탈기 부족. 탈기되지 않은 에어 트랩이 원인인 역압으로 인해 미성형이 일어날 수 있습니다.
-
낮은 용융 및/또는 금형 온도.
-
캐비티 안으로의 재료 유입 부족. 작은 사출기, 낮은 샷 체적 또는 부족한 램 속도.
-
사출기 결함. 비어 있는 호퍼, 막힌 피드 스로트 또는 압력 손실이나 체적 누출을 일으키는 마모된 넌 리턴(체크) 밸브를 포함.
수정 조치
아래 나열된 방법 가운데 하나를 시도하기 전에 다른 모든 결과를 확인하여 미성형의 정확한 원인을 규명하십시오.
-
정체 현상을 방지하십시오.
-
에어 트랩을 제거하십시오. 에어 트랩이 있으면 에어 트랩을 쉽게 탈기될 수 있는 영역에 위치시키거나 에어가 제거될 수 있도록 취출 핀을 추가해야 합니다.
-
금형 및 용융 온도를 높이십시오. 이에 따라 용융 점도가 떨어지고 제품 전반의 플라스틱 유동이 보다 손쉬워집니다.
-
램 속도를 높이십시오. 이에 따라 전단 발열이 더 커져 용융 점도가 떨어지고 제품 전반의 플라스틱 유동이 보다 손쉬워질 수 있습니다.
-
제품 지오메트리를 변경하십시오. 동일한 시간과 압력에서 유로가 충전되게 유로 균형을 조정하십시오. 얇은 섹션을 두껍게 하거나 유로의 복잡성을 줄일 필요가 있습니다.
-
다른 재료를 사용하십시오. 점도가 덜한 재료를 선택하십시오(용융 유량이 더 높음). 용융 유량이 높은 재료를 선택하면 제품을 충전하는 데 사출압이 낮아도 됩니다.
- 이 제품의 최대 사출압을 높이십시오.
문제 하나를 해결하면 사출 성형 공정에 다른 문제가 종종 생길 수 있습니다. 이에 따라 각 옵션마다 금형 설계 규격의 관련된 모든 요소를 고려해야 합니다.