게이트는 서로 다른 여러 형상이 될 수 있지만 게이트 제거 방법에 따라 수동 트림 게이트와 자동 트림 게이트인 2개 범주로 크게 구분됩니다. 금형을 열어 제품을 취출할 때 게이트가 트림되거나 잘리도록 특수 피처를 자동 트림 게이트에 포함시킵니다.
자동 트림 게이트는 2차 작업인 게이트 제거가 없도록 하고 게이트 자국을 최소화하는 데 사용됩니다.
- 핫 러너 또는 핫 프로브 게이트
- 핀 게이트
- 서브마린, 터널, 또는 치즐 게이트
- 밸브 게이트
- 핫 러너 또는 핫 프로브 게이트
-
다음 다이어그램에 나타난 핫 러너 게이트는 일반적으로 가열된 러너를 통해 캐비티 안으로 직접 뜨거운 재료를 전달하여 무러너 성형을 만드는 데 사용됩니다.
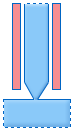
게이트 또는 게이트 팁은 전체 원형에서 환상형에 이르기까지 서로 다른 여러 형상이 될 수 있습니다. 게이트 팁의 지오메트리와 크기에 따라 게이트 고화와 게이트 자국 형성이 결정됩니다.
- 핀 게이트
-
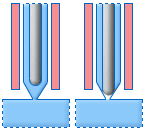
핀 게이트는 러너 시스템이 2차 금형 분할선에 오고 제품 캐비티가 1차 분할선에 오는 3 플레이트 금형 설계에 사용됩니다. 다음 다이어그램에 나타난 바와 같이 역테이퍼 러너가 형개 방향과 평행하게 중간 플레이트를 통해 드롭됩니다.

금형 캐비티 분할선이 열리면 지름이 작은 핀 게이트가 제품에서 잘립니다. 러너 분할선의 2차 열림 시에 러너가 취출됩니다. 또는 러너 분할선이 먼저 열립니다. 보조 상단 절반 취출 시스템이 역테이퍼 드롭에서 러너를 추출하고 제품에서 러너를 잘라냅니다.
치수:
전형적인 게이트 크기는 지름이 0.2 - 1.5 mm입니다. 이 설계 방식은 대칭 충전되도록 제품당 여러 게이트가 필요하거나 제품의 모든 영역이 보압되도록 긴 유로를 줄여야 하는 경우에 특히 유용합니다.
- 서브마린, 터널, 또는 치즐 게이트
-
서브마린 게이트는 2 플레이트 금형 제작에 사용됩니다. 다음 다이어그램에 나타난 바와 같이 러너 끝에서 분할선 바로 아래 캐비티까지 각과 테이퍼가 진 터널이 가공됩니다.
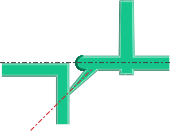
제품과 러너가 취출되면 게이트가 제품에서 전단됩니다.
지름이 큰 핀을 제품의 비기능 영역에 추가할 경우 서브마린 게이트를 핀에 내장할 수 있기 때문에 게이트에 수직 표면이 없어도 됩니다. 핀이 숨겨진 표면에 있으면 제거하지 않아도 됩니다.
원통형 제품의 내부 벽에 여러 서브마린 게이트를 두어 다이어프램 게이트를 대신하고 자동 게이트 제거가 가능하도록 할 수 있습니다. 비진원도 특성이 다이어프램 게이트의 그것만큼 좋지는 않지만 종종 수용되기도 합니다.
치수:
전형적인 게이트의 오리피스 지름은 제품 벽 두께의 30% - 75%입니다. 올바로 취출되도록 측면당 최소 10도로 게이트가 테이퍼져 있습니다. 일반적으로 게이트가 러너 지름까지 테이퍼져 있습니다.
- 밸브 게이트
-
밸브 게이트에서는 밸브 핀을 핫 러너 게이트에 추가합니다. 다음 다이어그램에 나타난 바와 같이 밸브 게이트는 게이트 지름이 크며 필요에 따라 열고 닫을 수 있습니다. 이에 따라 게이트 자국이 평탄해집니다.
보압 사이클이 밸브 핀에 의해 제어되기 때문에 보압 사이클이 더 일관된 품질로 보다 잘 제어됩니다.