|
访问: |
功能区:
“CAM”选项卡
 “2D 铣削”面板
“螺纹”
“2D 铣削”面板
“螺纹”

|
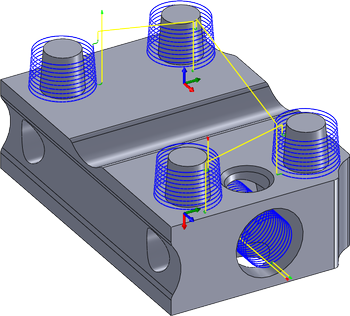
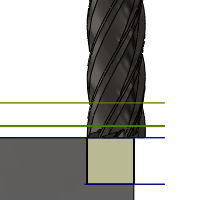
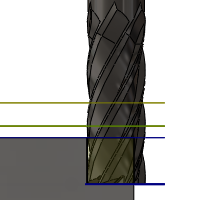
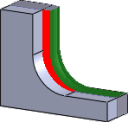
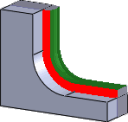
“螺纹”操作用于螺纹铣削圆柱形挖槽和岛屿。高度和深度自动从选定的形状得到,从而允许您通过单一操作加工变化的螺纹。
 “刀具”选项卡设置
“刀具”选项卡设置

冷却液:
与刀具配合使用的冷却液的类型。
主轴速度:
主轴的旋转速度。
曲面速度:
以曲面上刀具的速度表示的主轴速度。
斜插主轴速度:
在执行斜插移动时主轴的旋转速度。
切削进给速率:
在切削移动中使用的进给量。
每齿进给量:
以每齿进给量表示的切削进给速率。
导入进给速率:
导入到切削移动中时使用的进给量。
导出进给速率:
从切削移动中导出时使用的进给量。
斜插进给速率:
向毛坯执行螺旋斜插时使用的进给量。
下刀进给速率:
向毛坯下刀时使用的进给量。
每转进给量:
以每转进给量表示的下刀进给率。
 “形状”选项卡设置
“形状”选项卡设置
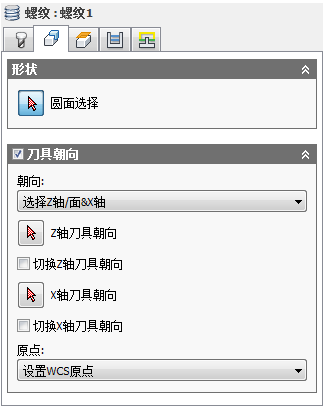
刀具朝向
指定如何使用空间坐标轴朝向和原点选项组合确定刀具朝向。
“朝向”下拉菜单提供了以下选项来设置 X、Y 和 Z 空间坐标轴的轴朝向:
- 设置 WCS 朝向 - 使用当前设置的工件坐标系 (WCS) 来确定刀具朝向。
- 模型朝向 - 使用当前零件的坐标系 (WCS) 来确定刀具朝向。
- 选择 Z 轴/平面和 X 轴 - 选择一个面或边来定义 Z 轴,并选择另一个面或边来定义 X 轴。Z 轴和 X 轴可以翻转 180 度。
- 选择 Z 轴/平面和 Y 轴 - 选择一个面或边来定义 Z 轴,并选择另一个面或边来定义 Y 轴。Z 轴和 Y 轴可以翻转 180 度。
- 选择 X 轴和 Y 轴 - 选择一个面或边来定义 X 轴,并选择另一个面或边来定义 Y 轴。X 轴和 Y 轴可以翻转 180 度。
- 选择坐标系 - 从模型的 Inventor 用户坐标系 (UCS) 为此操作设置特定刀具朝向。这将使用现有坐标系的原点和朝向。如果您的模型不包含适用于您的操作的点和平面,则使用该选项。
“原点”下拉菜单提供了以下选项来定位空间坐标轴原点:
- 设置 WCS 原点 - 使用当前设置的毛坯坐标系 (WCS) 原点来确定刀具原点。
- 模型原点 - 使用当前零件的坐标系 (WCS) 原点来确定刀具原点。
- 选择的点 - 选择顶点或边来确定空间坐标轴原点。
- 毛坯盒点 - 在毛坯边界盒上选择一点来确定空间坐标轴原点。
- 模型盒点 - 在模型边界盒上选择一点作为空间坐标轴原点。
 “高度”选项卡设置
“高度”选项卡设置

安全高度
“安全高度”是刀具沿其路径快速移动到刀具路径起点的第一高度。
安全高度
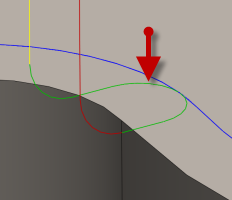
- 退刀高度:相对于“退刀高度”的增量偏移。
- 顶部高度:相对于“顶部高度”的增量偏移。
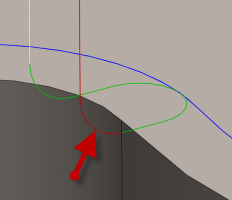
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
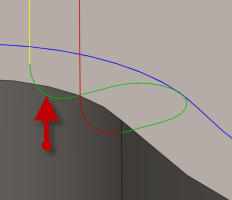
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 孔顶:相对于“孔顶”的增量偏移。
- 孔底:相对于“孔底”的增量偏移。。
- 选择:相对于在模型上选定的点(顶点)、边或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
安全高度偏移:
“安全高度偏移”将会应用,并且与在上述下拉列表中选择的“安全高度”模式有关。
退刀高度
“退刀高度”模式用于设置在进入下一个切削加工路径之前刀具向上移动的高度。“退刀高度”模式应设置为高于“进给高度”和“顶部高度”。“退刀高度”模式与后续偏移一起使用来确立高度。
退刀高度
- 安全高度:相对于“安全高度”的增量偏移。
- 顶部高度:相对于“顶部高度”的增量偏移。
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 孔顶:相对于“孔顶”的增量偏移。
- 孔底:相对于“孔底”的增量偏移。。
- 选择:相对于在模型上选定的点(顶点)、边或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
退刀高度偏移:
“退刀高度偏移”将会应用,并且与在上述下拉列表中选择的“退刀高度”模式有关。
顶部高度
“顶部高度”模式用于设置描述切削顶部的高度。应在“底部”之上设置“顶部高度”模式。“顶部高度”模式与后续偏移一起使用来确立高度。
顶部高度
- 安全高度:相对于“安全高度”的增量偏移。
- 退刀高度:相对于“退刀高度”的增量偏移。
- 底部高度:相对于“底部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 孔顶:相对于“孔顶”的增量偏移。
- 孔底:相对于“孔底”的增量偏移。。
- 选择:相对于在模型上选定的点(顶点)、边或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
顶部偏移:
“顶部偏移”将会应用,并且与在上述下拉列表中选择的“顶部高度”模式有关。
底部高度
“底部高度”模式可确定刀具下降到毛坯的最终加工高度/深度和最低深度。需要在“顶部”之下设置“底部高度”模式。“底部高度”模式与后续偏移一起使用来确立高度。
底部高度
- 安全高度:相对于“安全高度”的增量偏移。
- 退刀高度:相对于“退刀高度”的增量偏移。
- 顶部高度:相对于“顶部高度”的增量偏移。
- 模型顶部:相对于“模型顶部”的增量偏移。
- 模型底部:相对于“模型底部”的增量偏移。
- 毛坯顶部:相对于“毛坯顶部”的增量偏移。
- 毛坯底部:相对于“毛坯底部”的增量偏移。
- 孔顶:相对于“孔顶”的增量偏移。
- 孔底:相对于“孔底”的增量偏移。。
- 选择:相对于在模型上选定的点(顶点)、边或面的增量偏移。
- 绝对原点:相对于在特定操作内在“设置”或“刀具朝向”中定义的“原点”的绝对偏移。
底部偏移
“底部偏移”将会应用,并且与在上述下拉列表中选择的“底部高度”模式有关。
 “加工路径”选项卡设置
“加工路径”选项卡设置
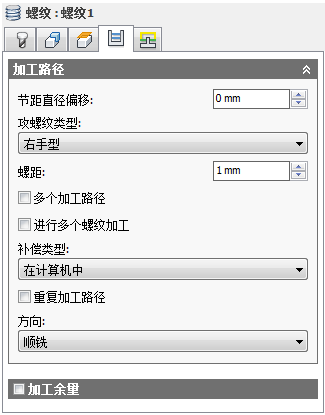
节距直径偏移:
创建相对于选定形状的正或负直径偏移。
攻螺纹类型:
- 右手型
- 左手型
螺距:
指定螺距。
多个加工路径
启用该选项以输入步距值。
步距:
精加工路径之间的最大距离。
步距的数量:
粗加工步进的数量。
进行多个螺纹加工
启用该选项以输入螺纹的数量。
螺纹的数量:
指定螺纹的数量。
补偿类型:
指定补偿类型。
- 在计算机中 - 刀具补偿由 Inventor HSM 根据选定的刀具直径自动计算。后处理输出直接包含补偿路径,而非 G41/G42 代码。
- 受控 - 不计算刀具补偿,而是输出 G41/G42 代码,以允许操作员在机床控制器上设置补偿量和磨损。
- 磨损 - 就像选择了“在计算机中”时一样工作,但也输出 G41/G42 代码。这将允许机床操作员通过将刀具大小差异输入为负数,在机床控制器上调整刀具磨损。
- 逆向磨损 - 与“磨损”选项相同,但将磨损调整量输入为正值。
重复加工路径
启用该选项可沿最终精加工路径执行两次加工以移除由于刀具变形而剩余的毛坯。
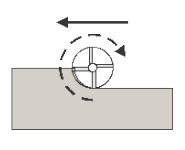
方向:
“方向”选项让您可以控制 Inventor HSM 是应尝试保持顺铣还是逆铣。
顺铣
选择“顺铣”以沿单一方向加工所有加工路径。使用此方法时,Inventor HSM 会尝试相对于选定边界使用顺铣。
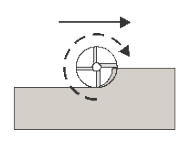
顺铣
逆铣
与“顺铣”设置相比,该选项将反转刀具路径的方向以生成逆铣刀具路径。
逆铣
加工余量
正值
正加工余量 - 经过一次操作后剩余的要通过后续粗加工或精加工操作移除的毛坯量。对于粗加工操作,默认情况下将剩余少量的材料。
无
无加工余量 - 移除选定形状以外的所有多余材料。
负值
负加工余量 - 越过零件曲面或边界移除材料。该方法通常在电极加工中使用,以为火花隙留出空间或者满足零件的公差要求。
径向(壁)加工余量
“径向加工余量”参数用于控制要在径向(垂直于刀具轴)方向(即刀具的侧面)上剩余的材料量。
径向加工余量
径向和轴向加工余量
指定正径向加工余量会使材料留在零件的垂直壁和陡峭面区域上。
对于不完全垂直的曲面,Inventor HSM 会在轴向(底面)和径向加工余量值之间插值,因此在这些曲面的径向方向上剩余的毛坯量可能不同于指定的值,具体取决于曲面坡度和轴向加工余量值。
更改径向加工余量会自动将轴向加工余量设置为相同量,除非您手动输入轴向加工余量。
对于精加工操作,默认值为 0 毫米/0 英寸,即,没有材料剩余。
对于粗加工操作,默认值为剩余少量的材料,然后可以通过一次或多次精加工操作移除这些材料。
负加工余量
当使用负加工余量时,加工操作会从毛坯中移除比模型形状多的材料。该方法可用于加工具有火花隙的电极,其中火花隙的大小等于负加工余量。
径向和轴向加工余量均可以为负数。但是,负径向加工余量必须小于刀具半径。
当使用负径向加工余量大于转角半径的球头刀具或半径刀具时,负轴向加工余量必须小于或等于转角半径。
 “连接”选项卡设置
“连接”选项卡设置
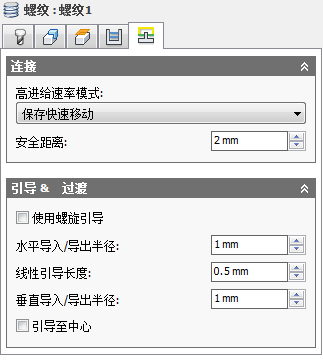
高进给速率模式:
指定何时快速移动应输出为真快速移动 (G0),何时应输出为高进给速率移动 (G1)。
- 保存快速移动 - 将保存所有快速移动。
- 保存轴向和径向快速移动 - 仅水平(径向)或垂直(轴向)移动的快速移动输出为真快速移动。
- 保存轴向快速移动 - 仅保存垂直移动的快速移动。
- 保存径向快速移动 - 仅保存水平移动的快速移动。
- 保存单轴快速移动 - 仅保存在单轴(X、Y 或 Z)方向上移动的快速移动。
- 总是使用高进给量 - 将快速移动输出为(高进给移动)G01 移动,而非快速移动 (G0)。
设置该参数的目的通常是为了避免在执行“狗腿式”快速移动的机床上进行快速移动时发生碰撞。
高进给速率:
用于将快速移动输出为 G1 而非 G0 的进给速率。
安全距离:
在退刀移动过程中刀具与零件曲面之间的最小距离。该距离是在应用加工余量之后测量的,因此,如果使用了负加工余量,应特别注意,要确保安全距离足够大以防止发生任何碰撞。
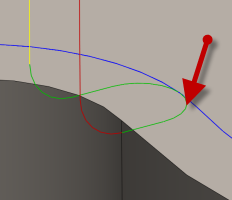
使用螺旋引导
启用该选项后,将使用螺旋导入/导出移动,而非圆形导入/导出移动。
水平导入半径:
指定水平导入移动的半径。
水平导入半径
水平导出半径:
指定水平导出移动的半径。
水平导出半径
线性引导长度:
指定线性引导的长度。
垂直导入半径:
当刀具从进刀移动转到刀具路径本身时垂直弧平滑的半径。
垂直导入半径
垂直导出半径:
指定垂直导出的半径。
垂直导出半径
引导至中心
指定导入/导出移动应进入形状的中心。