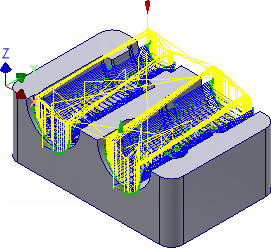
使用“自适应清除”策略粗加工大块材料。“自适应清除”是一种现代化 HSM(高速加工)策略,专用于在能够高速运行复杂 NC 文件的现代化机床上进行粗加工。
“自适应清除”中的定义参数包括“最优负载”和“下刀步距”设置。传统粗加工策略要求您针对最糟糕的情况设置负载(或步距)和下刀步距。“自适应清除”允许您使用刀具供应商提供的建议最大值。由于保证不会超出指定的“最大负载”,因此这是可行的做法。
注: “最大负载”是“最优负载”与负载偏差之和。
- 在功能区上,单击
“CAM”选项卡
 “3D 铣削”面板
“自适应清除”
“3D 铣削”面板
“自适应清除”
 。
。
 “刀具”选项卡
“刀具”选项卡
- 单击
 以打开“刀具库”。
以打开“刀具库”。 - 从“样品库”>“教程”刀具库中,选择刀具“11 号 - Ø10 R1 毫米牛鼻立铣刀”。
- 单击
 以关闭“刀具库”对话框。
以关闭“刀具库”对话框。
 “形状”选项卡
“形状”选项卡
默认情况下,“自适应清除”策略将从设置毛坯进行残料加工。部分毛坯已使用之前的操作移除;因此,为了避免自适应清除策略移除相同材料,我们需要指定残料加工应考虑之前的操作。
- 单击“形状”选项卡。
- 从“残料源:”下拉菜单中,选择“从先前操作”。
将该选项卡中的其他设置保持不变。
 “加工路径”选项卡
“加工路径”选项卡
该组中的参数用于控制自适应清除加工路径。在本练习中,使用默认参数就可以。但是,通常,您需要在刀具目录中查找下刀步距和负载参数的值。
“加工余量”参数用于控制在径向(XY 平面)和轴向(沿 Z 轴)方向上留下的材料量。默认值 0.5 毫米适用于该示例,因此保持默认值不变。
开始计算
- 单击
 ,或者在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”以退出“自适应清除”并创建刀具路径。
,或者在图形窗口中单击鼠标右键,然后从标记菜单中选择“确定”以退出“自适应清除”并创建刀具路径。