塑料零件上的熔接线和熔合线可导致结构问题和/或外观无法接受。
熔接线和熔合线是在填充过程中,两个或多个流动路径相遇而造成的瑕疵或可见缺陷。零件中材料在孔或镶件周围流动、多个注射浇口或可变壁厚(在该位置会发生迟滞或“跑道”效应)均会导致出现熔接线。如果不同流动前沿在相遇之前就已冷却,则它们无法很好地熔合,从而在成型零件中产生瑕疵。可能出现条纹、刻痕和/或变色。
熔接线和熔合线之间的差异
熔接线和熔合线的差异取决于合流流动前沿相遇的角度。
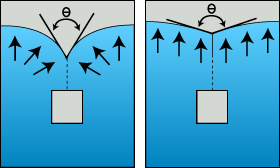
在上图中,合流流动前沿(由黑色箭头表示)相遇。如果角度  大于 135°,将形成熔合线。如果 小于 135°,将形成熔接线。
大于 135°,将形成熔合线。如果 小于 135°,将形成熔接线。
熔接线
形成熔接线时,每个流动路径前沿处的薄冻结层会相遇、熔化,然后随其余的塑料再次冻结。因此,焊缝处塑料的取向与流动路径垂直。下面的动画显示了塑料对于型腔的填充。熔接线出现于两个流动前沿的相遇处,且其聚合物分子未对齐。
正是焊缝处的分子取向存在明显的差异,导致此点的强度显著降低。
焊接线
熔合线出现于两个流动前沿以斜角混合在一起时。塑料分子的取向因此会比熔接线形成后的取向更加一致。下图显示了形成熔合线的零件的长度。
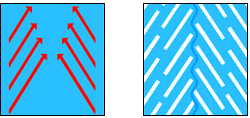
红色箭头表示塑料流动的方向。白线表示熔合线形成后聚合物分子的取向。
通常情况下,熔合线的强度大于熔接线,而且远没有熔接线明显。
解决办法
塑料零件上的熔接线和熔合线可导致结构问题和外观无法接受。(可能出现条纹、刻痕和/或变色。)因此,应尽可能避免熔接线和熔合线(如果型腔具有非平衡流动,可能产生不必要的熔接线和熔合线)。
如果无法消除熔接线/熔合线,则应尽量使其位于最不易受影响的区域。避免使熔接线出现于有强度要求或者外观平滑要求的区域。要达到此目的,可以更改聚合物注射位置或改变壁厚,从而调定不同的填充时间。填充的时间不同,流动前沿就可能在不同的位置相遇,从而改变熔接线/熔合线的位置。
-
移动:
- 更改浇口位置。
- 更改零件厚度。
-
提高质量:
- 增加熔体和模具温度。这样可使流动前沿熔合更多。
- 提高螺杆速度。
- 优化流道系统设计。减小流道尺寸并保持相同的流动速率,以便使用剪切热来提高流动前沿的熔体温度。
解决注射成型过程中的一个问题后,常常可能又会带来其他问题。选择每种方法都需要考虑模具设计规范的所有相关方面。