微孔发泡注射成型分析可模拟注射成型期间熔体中泡孔的形成过程。
注: 不支持 3D。
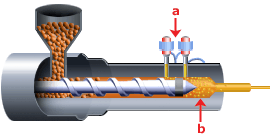
微孔发泡工艺通常称为 MuCell 工艺(由 Trexel. inc™ 开发),方法是将氮气或二氧化碳等不易燃的气体加热并加压到超临界状态(如下图 (a) 所示),使其特性类似于液体从而生成发泡剂(如下图 (b) 所示)。此工艺在料筒中进行后,发泡剂将被注射到塑料熔体中,如下所示:
微孔发泡成型工艺
.a) SCF 通过控制阀注射到料筒/熔体中。b) 气体溶解在聚合物熔体中形成单相溶液。
通过注射极小的均匀孔状结构,可保持与传统的发泡零件相比更低的密度和更优的性能。可用于塑造薄而轻的零件,并使生产出的零件不易碎。零件中树脂的量得以减少,从而有助于缩短周期时间。
此外,此工艺还可降低成型所需的锁模力。这是因为超临界发泡剂可作为溶剂,从而使材料的粘度降低 40-60%,因此以较低的压力便可将材料压入模具型腔。此工艺在正常温度以下约 140°F 时便可运行。
过程
微孔发泡工艺由三个主要步骤组成:
- 气体溶解 - 在注射成型工艺的塑化过程中,发泡剂(CO2 或 N2)的超临界液态 SCF 被注射到聚合物中形成单相溶液。施加的高压使得气体溶解在聚合物熔体中。
- 成核与气泡生长(发泡)。共有两种工艺类型,即短射或满射:
- 短射工艺 - 将混合物以短射形式注射到模具型腔中,仅填充部分型腔。由于压力降幅度大且迅速,因此熔体中的气体溶液将达到过饱和,并且有大量气泡得以成核并生长,填充了型腔的其余空间。
- 满射工艺 - 注射混合物,填满模具型腔。完全填满型腔后,型腔中将充满压力且喷嘴将关闭。然后,随着压力的下降,型腔内的材料将收缩并发泡。
- 凝固 - 在发泡工艺期间,模具将持续冷却,从而形成内部孔状结构。结果便会形成泡孔大小为 5-100 微米左右的发泡材料(实际大小取决于工艺条件)。缺少正式的保压阶段,材料中的残余应力将会变得较小,从而导致极细微的翘曲。
功能
微孔发泡注射成型分析有助于实现以下内容:
- 降低生产成本。
- 提高材料的可加工性:减少零件中树脂的量。
- 缩短周期时间。
- 减少翘曲,消除缩痕。
- 提供对检测各种成型问题和以有效的低成本的方式优化零件、模具和工艺设计有用的信息。
- 材料的粘度可下降 40-60%。
- 可用于塑造薄而轻的零件,并使生产出的零件不易碎。