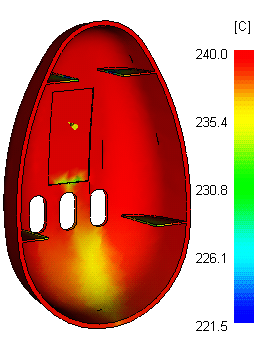
流动前沿温度结果由填充分析生成,显示的是流动前沿到达位于塑料横截面中心的指定点时聚合物的温度。
如下图所示,流动前沿温度结果使用一系列颜色来指明以蓝色表示的最低温度区域到以红色表示的最高温度区域的范围。颜色代表每个点被填满时的材料温度。该结果显示填充期间流动前沿的温度变化。
在填充阶段中,流动前沿温度下降幅度不应超过 2°C 至 5°C。较大幅度的变化通常表示注射时间过短,或存在迟滞区域。如果零件薄壁区域中的流动前沿温度过低,则迟滞可能导致短射。在流动前沿温度上升数摄氏度的区域中,可能出现材料降解和表面缺陷。
使用此结果
将填充阶段中流动前沿的温度变化降到最低,控制在 2-5°C 之内。温度变化越小,产生的问题就越少。
如果填充可行性结果不佳,请通过流动前沿温度结果确认问题是否为熔体温度低所致。
- 可能需要填充曲线才能获得填充阶段符合要求的温度分布。
注: 填充可行性由材料熔体温度和注射压力决定。可能需要同时调整这两个工艺条件,才能获得理想的填充可行性结果。
尝试更改以下设置来改善结果,使用下表中的信息可检查更改是否引入了其他问题。
| 问题 | 更改 | 可能的问题 |
|---|---|---|
| 温度过低 | 减少注射时间。 | 如果浇口是限流结构,则可能导致浇口中的剪切过大。剪切过大会导致降解和表面缺陷。 |
| 增加熔体温度。 |
|
|
| 增加模具温度。 | 可能会增加周期时间。 | |
| 增大区域中的厚度以允许流动。 | 可能会导致设计存在功能问题并增加成本。 | |
| 将浇口移到远离迟滞区域的位置。 | 可能导致零件中其他地方出现迟滞或其他问题。 | |
| 温度过高 | 增大注射时间。 | 可能导致迟滞。 |
检查事项
查看流动前沿温度结果时,需要注意以下方面:
- 热点;通常存在于浇口周围以及产生多余剪切热的区域。
- 冷点,表示迟滞。
- 检查材料是否存在剪切热或冷却过度的问题。
注: 只有使用已获许可的 Autodesk Simulation Moldflow Adviser 或 Autodesk Simulation Moldflow Insight 产品方可执行上述更改。