当熔体优先选择流入较厚区域,而邻近薄区域中的熔体不流动时,在各种壁厚的零件中会产生迟滞。在较厚区域继续填充时,不流动的熔体却在失去热量。
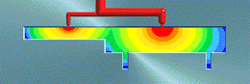
通常,可使用多个注射位置和一个平衡流道系统来避免迟滞。下图中显示的零件由于设计中包括两个薄的加强筋而需要多个浇口。如果浇口的位置如图所示,则将在浇口附近的薄加强筋中产生迟滞。填充厚区域时,加强筋中的塑料将会冻结。迟滞(请参见红色箭头)便因流动受限而引起。
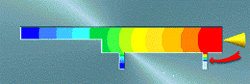
下图所示的浇口稍好一些,因为聚合物在较厚部分的流动比在较薄部分的流动更畅通,这仍将在红色箭头所示的较薄部分产生迟滞。
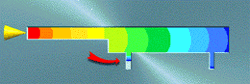
解决此问题的方法是使用两个浇口和一个人工平衡流道系统,如下图所示。定位浇口位置使得薄加强筋位于流动路径末端,这样便防止出现迟滞。