为确保塑料零件充分冷却后可从模具中顶出,某些模具表面必须设置一定拔模斜度。
未锥化的模具壁
下图中标记为红色的模具壁未设置拔模斜度。顶针将成品零件推出模具时所用的力必须大于模壁与塑料零件之间的摩擦力。
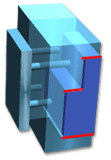
如下图所示,如果模壁未设置拔模斜度,则摩擦阻力在顶出过程中始终存在。模具壁未设置拔模斜度的塑料零件可能无法从模具中顶出。即使零件被顶出,表面也可能在此过程中受损,从而导致外观不合。
有拔模斜度的模壁
下图中标记为红色的模具壁已设置拔模斜度。
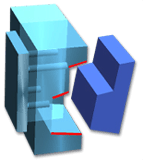
如下图所示,顶针将成品零件推出模具时存在初始摩擦阻力,但当零件移动时,该阻力将减小为零。使用适当的拔模斜度即可将零件轻松地从模具中顶出,而拔模斜度的大小取决于零件表面(对于经过高度抛光的表面,需要 1.5 度;对于皮革纹理样的表面,需要 6 到 8 度)。