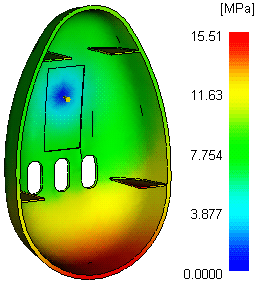
压力降结果使用一段颜色范围表示最高压力降到最低压力降的整个区域。此结果表明填充零件不同区域所需的压力值。
如下图所示,模型上各位置处的颜色代表在填充该位置时从注射位置到模型上该位置之间的压力降,即材料流动到该点所需的压力。
使用此结果
压力降结果是用于确定填充可行性结果的一个因子。如果压力降大于“分析向导工艺设置”页面中最大注塑机注射压力所设当前值的 80%,则将导致填充可行性变为黄色。当压力降达到当前压力限制设置的 100% 时,该区域的填充可行性为红色。
如果最大注射压力限制的默认值 180 MPa 大于实际注塑机容量,则填充可行性结果会好于实际预期。某些注塑机可在高达 200 MPa 的环境下注射材料,因此,了解生产中所使用的注塑机的典型性能有助于确定压力降结果的可行性。
注: 高压力降还可以表示填充零件特定区域时的迟滞现象或其他困难。
检查事项
可以使用以下选项来改善结果:
- 增大最大注射压力以提高填充可行性。
- 将聚合物注射位置移到更靠近问题区域的位置或添加更多注入点,以提高填充零件各部分的可能性。
- 更改零件几何;复杂的薄几何会导致填充困难,需要高注射压力来完成填充。
- 选择其他具有较高熔体流动速率的材料,以降低填充零件所需的注射压力。
- 提高熔体温度以降低熔体的粘度,从而使熔体更易于流入模具。
注: 填充可行性由压力降和熔体温度决定。可能需要同时调整这两个工艺条件,才能获得理想的填充可行性结果。