冷却时间是指从保压结束到顶出的时间。通常,在冷却时间内零件壁中心部分处的材料达到冻结温度(维卡软化点)并变为固体。冷却时间通常占总周期时间的 80%。
影响冷却时间的两个主要因素是熔体温度和模具温度。两者都需要得到优化以获得高质量的零件。升高熔体温度或模具温度将延长冷却时间,因为冻结层达到所需厚度需要更长时间。
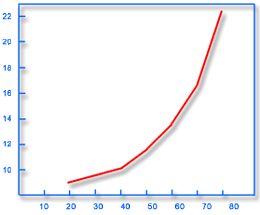
较低的模具温度 = 较短的周期时间
较低的模具温度将缩短周期时间,从而提高生产力。下图说明了提高的模具温度如何会延长周期时间。
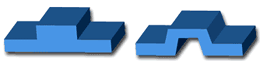
零件厚度
冷却时间随壁厚增大而陡增,因此,要缩短冷却时间,应避免零件壁厚过大。零件厚度应尽可能均匀。在下图中,左侧的零件具有较厚壁部分。与右侧的零件相比,此零件在冷却时要花费更长的时间