在具有热流道的双板式模具中,材料在流经主流道、流道和浇口时保持熔化状态,只有在进入型腔后才冻结。
热流道非常适合成型零件较小的多型腔模具。如果存在许多小零件,则常规流道系统会浪费大量材料,尤其是在无法进行材料回收的情况下。在具有热流道的双板式模具中,当型腔中的材料已冻结且模具已打开后,只会顶出成型的零件(以及任何冷流道)。模具再次关闭后,仍在流道中的熔化聚合物仍可以再次填充型腔。模具中的流道可以由热流道和冷流道组成。
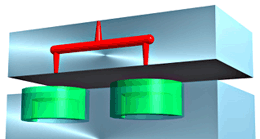
具有热流道的双板式模具可用作三板式模具的备选方案,因为无需将这些流道顶出。在下图中,此模具的注射位置被放置在型腔中央以避免在零件的可见一侧产生痕迹,因此,不能将流道放置在分型面上。
生产数量多且质量高的零件时,热流道系统瑕不掩瑜。在有些情况下,可通过结合使用冷热流道来达到最佳效果。
热流道的优点
-
减少材料浪费且无需回收
-
减少明显的浇口痕迹
-
无需打浇口
-
缩短周期时间
-
对模具的填充和聚合物的流动拥有更多的控制
热浇口的缺点
-
增加原始建立成本
-
增加更改材料颜色的难度
-
发生故障的可能性增大,尤其对于加热控制系统
-
不适合热敏感材料