塑膠零件上的熔接線或熔合線可能會造成結構上的問題,及/或使零件在視覺上無法接受。
熔接線或熔合線是充填製程期間,因兩條或多條流徑相交而造成的缺點或可見裂隙。熔接線可能由圍繞零件中孔或嵌入件流動的材料、多個射出澆口或可變的壁厚度造成,可能會發生遲滯或「潛流」現象。如果不同的流動波前在相遇前冷卻,則它們不會良好混合,進而造成成型零件的缺點。會出現一條線、一個切口和/或顏色變更。
熔接線與熔合線之間的差異
熔接線與熔合線之間的差異由流動波前匯集相遇的角度決定。
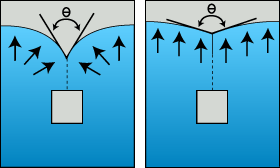
在上圖中,流動波前匯集 (以黑色箭頭表示) 已相遇。如果角度  大於 135 °,將會形成熔合線。如果 小於 135°,將會形成熔接線。
大於 135 °,將會形成熔合線。如果 小於 135°,將會形成熔接線。
熔接線
當形成熔接線時,每條流徑前的薄凝固層會與塑膠的剩餘部分相遇、熔膠,然後再次凝固。因此,熔接時塑膠的配向與流徑互垂。以下動畫展示了塑膠充填母模仁。熔接線發生在兩個流動波前相遇且聚合物分子未結合的位置。
導致此點強度大幅度降低的原因是熔接時分子配向的顯著差異。
熔合線
當兩個流動波前以斜角混合在一起時,會形成熔合線。因此,塑膠分子的配向比形成熔接線後的配向均勻。下圖展示了形成熔合線之零件的長度。
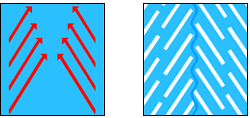
紅色箭頭表示塑膠流的方向。白線表示形成熔合線後聚合物分子的配向。
通常,熔合線比熔接線強,其可見程度比熔接線低得多。
解決方法
塑膠零件上的熔接線與熔合線可能會造成結構上的問題,並使零件在視覺上無法接受。(會出現一條線、一個切口和/或顏色變更。)因此,如有可能,應該避免熔接線與熔合線 (當母模仁具有不需要的不平衡流徑時,會形成熔接線與熔合線)。
如果無法移除熔接/熔合線,應將其置於可能的最不敏感區域中。避免需要強度或平滑顯示的區域中存在熔接線。可以變更聚合物射出位置或壁厚以設置不同的充填時間,來完成此操作。當充填時間不同時,流動波前可能會在不同的位置相遇,因此熔接/熔合線將會移動。
-
移動:
- 變更澆口位置。
- 變更零件厚度。
-
提升品質:
- 提高熔膠與模具溫度。這可讓流動波前混合得更充分。
- 提高螺桿速度。
- 最佳化流道系統設計。縮小流道尺寸並保持相同的流速,以使用剪切熱來增加流動波前的熔膠溫度。
解決一個問題通常可能會對射出成型製程引入其他問題。每個選項均需要考慮模型設計規格的所有相關方面。